
数控纵切机床智能CAPP系统与工艺决策
发布时间:2017-08-18作者:智汇工业
0 前言
智能CAPP是人工智能和CAPP相结合,使其在一定程度上具有工艺工程师的智慧和思维方式,具备处理不确定性和多义性的能力,已成为制造业关注的热点之一。目前已有许多智能CAPP方法的研究,并针对特定制造环境、特定加工零件和特定工艺,开发出了一些智能化CAPP系统,如基于多智能代理技术的船体装配CAPP系统、基于混合智能的电火花成型加工CAPP系统、基于专家系统的轴类零件CAPP系统”等,提高了工艺设计效率,减小了工艺设计周期,对提高制造业竞争力起到了极大的促进作用。
数控纵切自动车床可对冷拉棒料及磨光棒料进行连续上、下料的自动循环加工,完成轴承类零件的车外圆、钻、镗孔、车螺纹、割槽、切断等工序,已在工程实际中广泛应用。该类机床属于简易数控机床,采用FANUC—Oit或siemens-802c,但其加工参数计算复杂,工艺编制周期较长,给加工生产带来r极大不便。本文针对该类机床的加工零件特点及工艺要求,开发出一套数控纵切自动车床智能化CAPP系统,以提高工艺设汁质量和缩短工艺设计周期,减少技术人员计算的复杂度和工作量,具有很好的经济性和实用性。
1 数控纵切机床加工智能CAPP系统结构
在数控纵切机床加工的零件中,由于用户要求不同,会出现各种不同类型和特点的零件。在设计其CAPP系统的过程当中,要考虑系统处理复杂特征和不确定性的能力,使其具有一定的智能。所以,系统中将一般加工准则和工艺师经验与方法,如刀具选择、加工方式选择、定位装夹方式、工序安排、加工余量选择等知识,采用渭词逻辑表示法或产生式表示法表示出来,并以知识库的方式进行存储。
在CAPP系统运行过程中,将待加工零件特征与知识库中存储的相关特征信息进行对比分析,然后确定其工艺方法和工艺参数的选取。对于知识库的存储方式,采用Micmsm Access数据库进行存储。将所获取的知识用知识表示方法表示出来,形式化之后,经过编码进行存储,以此来实现工艺参数和工艺方法的自动选取。所建立的数控纵切机床智能CAPP系统模型如图1所示。
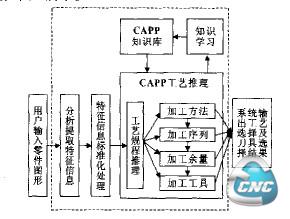 图1数控纵切机床智能cAPP系统模型结构
图1数控纵切机床智能cAPP系统模型结构
其工作原理:用户输入零件图形之后,由CAPP系统模型接收输入,并通过特征提取算法,分析提取特征信息,将用户输入的零件图形转化为CAPP系统模型可以接受的标准化信息,传输至CAPP工艺推理模块,CAPP工艺推理模块在对数据进行分析之后,结合专家库和数据库的知识,进行知识推理.给出工艺处理结果,包括加工方法、加工工序、加工工具和加工余量等。最后将结果输出。同时,若发现有知识库不具备的新知识和新工艺时,还具有学习功能:可以看出,CAPP系统模型实现的核心是CAPP知识库和工艺推理模块的实现,包括知识的表示和知识的推理两部分。
2 CAPP中工艺知识的表示
CAPP知识的表达方法较多,可针对机床和零件特征选取。所开发系统的知识主要来源是工艺工程师的经验和已有的丁艺准则,按知识表示方式编码并存放人CAPP专家知识库当中。知识主要采用产生式规则来表示,其优点有:可对单条产生式规则进行增添、删除或修改,而不用考虑它与其它规则的关系;采用单一的知识表示形式易于被其它人所理解和接受;表示形式与人们求解问题时的思维形式非常相似。对于工艺专家知识库中知识的表示,一部分是事实的表示,另一部分是规则的表示。
2.1 事实的表示
事实可以看作是一个语言变量的值。纵切机床所加工的零件,其结构是确定的,属于确定性知识,可以用一个三元维(对象,属性,值)或(关系,对象1,对象2)来表示。如对于事实:加工步是外圆柱面,材料为黄铜,粗糙度Ra3.2。
在知识库当中,可表示为:(加工步类型外圆柱面);(加工步材料黄铜);(加工步粗糙度Ra3.2)。
2.2 规则的表示
(1)工艺参数规则。工岂参数的选择包括了切削用量三要素的确定,即:主轴转速、切削深度和进给速度。确定这些切削用量要素时,需要考虑的因素除零件本身的要求外,还要考虑刀具的限制。如下是一条选择工艺参数的规则:
IF(毛坯材料黄铜) AND (刀具材料高速钢) AND (加工步正偏差0 1) AND (加工步负偏差-0.1)AND (加工步粗糙度Ra3.2)THEN (丰轴转速2 900r/min;切削深度1.75mtn;进给速度0.08mm/r):
对于工艺参数结论的合理性,可以通过不断地训练和总结经验来进行修正。
(2)工艺路线的规划。由于数控纵切机床结构的特殊性,即在加工过程中必须考虑其最大凹退长度,保证在最大回退长度范围之内加工。在划分工艺路线时,不仅需要考虑粗、精加工的划分,还要考虑刀具已走过距离是否满足小于最大回退长度的要求。如下是一条工艺路线的规则:
IF(毛坯材料黄铜) AND (加工步正偏差0.1) AND (加工步负偏差-0.1)AND (加工步粗糙度Ra1.6) THEN JF(加工步长度小于最大回退长度) THEN(加丁方法粗车-半精年-精车) ELSE(分段使满足要求)
在数控纵切机床加工工艺规划过程中,有一类需要特别注意的工艺,即用槽刀进行槽内部的倒圆和倒角处理。通常的倒圆倒角都是采用正向刀具或反向刀具处理,但由于数控纵切机床加工零件细小,如果在槽内部的倒圆倒角仍然采用普通的车刀来处理,将会造成干涉现象,对零件形状造成影响。因此,在用槽刀进行切槽处理时,若在槽内部有倒圆倒角,用槽刀一并处理。如下是用槽月处理槽内部倒圆倒角的工艺路线规则:
IF(加工步特征槽)AND(槽内部特征倒圆[或倒角])
THEN(加工方法倒圆[倒角]一切槽一(倒圆[倒角])AND加工刀具槽刀)
3 数控纵切机床加工智能cAPP系统的推理控制策略
推理是指按照某种策略从已知事实出发去推出结论的过程。所朋到的事实分为两种:一种是与求解问题有关的初始证据,另一种是推理过程中所得到的中间结果。智能系统的推理包括两个基本问题:一个是推理方法,一个是推理的控制策略。推理方法主要解决在推理过程中前提与结论之问的逻辑关系,按推理的逻辑基础,常用的推理方法可分为演绎推理、归纳推理和默认推理。推理策略是指如何使用领域知识使推理过程尽快达到目标的策略,包括了正向推理、反向推理和混合推理。其中混合推理是正向推理和反向推理的结合应用。
推理方法及推理策略,与目标对象及实际采用的知识库结构有关。这罩,工艺决策模块主要采用产生式规则来表示知识,推理机采用演绎推理。数控纵田机床工艺设计的目标是产生工艺规程,而同,零件有可能采用多种工艺规程加工,故不宜采用目标驱动模式(反向推理策略),而应采用数据驱动模式(正向推理策略),即从零件毛坯开始,根据零件的基本信息调用工艺决策模块逐层分析,形成零件工艺加工规程,完成工艺设计任务。
下面以一个零件的工艺路线安排(图2)为例来说明智能cAPP模型推理控制策略的实现。
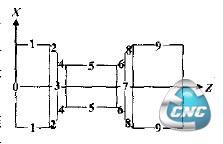 图2典型零件
图2典型零件
零件材料为黄铜,跃度20mm。机床最大回退长度25mm。加工正偏差0.1mm,负偏差0.1mm,粗糙度要求Ra1.6。按推理控制策略,可做如下推理: (1)特征汉别。具有槽内倒角特征。
(2)加工方法推理。加工正偏差0.1mm,负偏差-0.1mm,材料黄铜,粗糙度要求Ra3.2,通过与知识库中知识比对,确定加工方法为:粗车-半精车-精车。
(3)加工序列推理。由于零件长度满足机床最大回退长度要求,不用考虑分段。但根据步骤(1)分析,得出具有槽内倒角的特征,倒角应与槽一起加工,因此,最终加_亡序列为:1,2—8,9。
(4)加工余量推理。根据加工精度要求和专家知识库进行分析,可得出加工余量的数值。其数值与加工具体环境有关,可以通过多次试验得出最佳数值,在此不再列出。
(5)刀具选择推理。由上述步骤(1)-(4)的推理,得出刀具包括:外圆正向刀具,槽刀,切断刀。上述步骤(1)-(5)即为通过CAPP工艺规划系统模型推出的适合图2所示零件的工艺规程结论。
4 小结
针对数控纵切机床及加工零件特征,提出了其智能CAPP系统模型结构。基于产生式规则的知识表示方法及基于演绎式推理的推理方式,建立了知识库和推理控制策略。所开发的智能CAPP系统已作为宁江集团CKN1112数控纵切自动车床图形化数控编程系统的一部分,并已投入使用,使得工艺设计时间减少了50%以上,工艺合理性得到提高。系统能将工艺专家经验总结并集成知识管理,有效地实现工艺专家知识的积累和继承。

Copyright © 2015 ilinki.net Inc. All rights reserved. 智汇工业版权所有
电话:010-62314658 邮箱:service@ilinki.net
 主办单位:智汇万联(北京)信息技术有限公司
主办单位:智汇万联(北京)信息技术有限公司