
数控刀具工作后角在提高数控车车削加工效率中的应用
发布时间:2017-08-23作者:智汇胡妮
引言
数控车床是一种高精度、高效率的自动化机床,也是使用数量最多的数控机床,约占数控机床总数的25%。它主要用于精度要求高、表面粗糙度好、轮廓形状复杂的轴类、盘类等回转体零件的加工,能够通过程序控制自动完成圆柱面、圆锥面、圆弧面和各种螺纹的切削加工,并能进行切槽、钻孔、扩孔、铰孔等加工。
本文主要针对刀具工作后角在加工中是时刻变化的,以及怎样控制刀具工作后角在合理的范围做了一些探究。
1 刀具工作后角的原理
后角-α0正交平面中测量的后刀面与切削平面之间的夹角(tool orthogonal clearance)后角,如果后角的增大,则刀具刃口强度降低,后刀面磨损面积逐渐增大。刀具后角过大后,切削振动加强。在实际加工中用的数控刀具后角早已标准化。一般在5度左右,但是实际工作后角却是时刻变化的,因为我们的编程习惯如下:

这样的程序固然没有错,编程也简化,但是在大量生产的时候这样的程序还是有值得商榷的地方,现在对刀具的工作后角做如下分析:
不难看出F走刀量0.2与工件的直径π×60=188.4的正切是α,α则是刀具的真正工作后角,这也是编程时候计算F的重要依据,α=arctan(0.2/188.4)=0.06度,而刀具的物理后角是5度,这就说明我们的刀具根本没有最大化的发挥刀具的效能,假设我们的工作后角用到3度,那么走刀F则可以通过公式计算出来,F=188.3×tan3=9.8,很显然,加工效率已经成倍的提高了。
2 刀具工作后角的实际应用
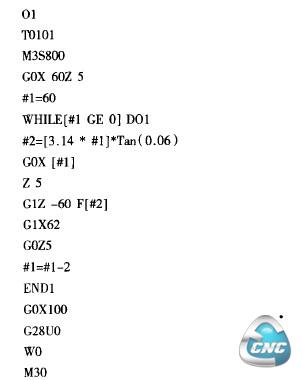
由于刀具工作后角是由F和工件的直径对角所组成。换言之,要保障恒定的刀具工作后角,每一个直径都应该对应一个F,而在实际加工中,工件的直径是时刻变化的,所以要引进宏变量,在直径方向做一个追踪,来保障恒定刀具工作后角,编程实例如下:
3 刀具工作工作后角的限制条件
众所周知,60的外圆,当F10的时候,走出来的是一条螺旋线,没有把工件表面的要求达到图纸的要求,所以刀具工作后角的限制条件就是刀具的圆角半径和刀具的休光刃,刀具的圆角半径大则可以选用较大的F,刀具的圆角半径小则可以选用较小的的F,由此可以看出,恒定刀具工作后角在大批量粗加工中的应用是很有必要的。
4 结语
通过对工具工作后角的研究,可得出以下结论:
(1)在大量或大批量生产中,应用恒定工具工作后角,可以成倍的提高加工效率。
(2)采用追踪加工工件直径的方法,可以巧妙的得到恒定刀具工作后角。
(3)恒定刀具工作后角的限制条件是刀具的圆角半径,和刀具的修光刃。

Copyright © 2015 ilinki.net Inc. All rights reserved. 智汇工业版权所有
电话:010-62314658 邮箱:service@ilinki.net
 主办单位:智汇万联(北京)信息技术有限公司
主办单位:智汇万联(北京)信息技术有限公司