
基于PLC的四轴裁切机控制系统设计
发布时间:2017-08-30作者:Doris
1 引言
四柱裁切机是皮革、箱包、塑胶、橡胶等产品生产中广泛使用的一种刀模裁切设备,其主要功能是将片状原材料按刀模切成所需要的形状,是一种工业生产中常用的下料机械。
长期以来是,这种设备采用传统继电器控制,自动化程度差,使用故障率高。本文采用PLC控制器和触摸屏,采用编码器、比例电磁阀,设计了一套压力、行程可调节的四柱裁切机控制系统。
2 四柱裁切机结构及原理
四柱裁切机的机械部分由机身和液压缸二部分组成。机身由工作台、上压板、立柱等组成,以四根立柱为骨架,上压板、工作台由螺母固定于上下两端,将机器构成一个整体。液压缸的结构为活塞式油缸,由缸体、导向套、活塞头、活塞杆、锁母、联接法兰等组成。
裁切机的动力由液压提供,上升下降动作由电磁阀控制,本设计中采用了一个两位四通换向阀(YV0),一个三位四通电磁换向阀(YV1、YV2)。
工作过程如下:安装好刀模,给设备通电;按下液压泵启动按钮,液压泵起动;放入原材料,双手同时按下裁切按钮,电磁阀YV0、YV1得电,上压板快速下行,到达指定位置,电磁阀YV1失电,转为慢速下降;到达裁切位置,比例阀加压进行裁切。裁切到位,电磁阀YV1失电,YV2得电,上压极决速上升,返回原位。取出成品,放入新材料,重复以上过程。
根据以上工作流程,可得到裁切过程,电磁阀及对应PLC输出点列表,见表1。
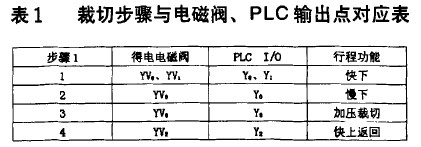
裁切行程位置由编码器进行精确设定。各个阶段,可用比例阀调节液压流量。控制速度及压力大小。工作过程中,只要按下急停按钮,上压板立即停止下降,YV2得电,向上运动,直接返回.
3 电气控制系统设计
为提高设备使用和操作性能,实现设备自动化控制,提高裁切产品质量,系统完全采用数字化设计。
3.1 液压泵控制
液压泵为三相异步电机,功率为5.5kw,其主电路采用接触器直接起动。操作箱上设有液压泵启停按钮,启停信号送入PLC,由程序给出输出信号,控制接触器线圈,实现液压泵起停。
3.2 裁切行程控制
在运动部件上安装同步齿条,在机壳上固定安装编码器.编码器轴上安装有同步齿轮,随运动部件的上下移动,齿条带动同步齿轮旋转,编码器输出脉冲,从而实现裁切行程位置采集。编码器线数越高,其行程精度也越高。
设备通电后,根据工艺要求。在触摸屏上设置裁切行程参数。正常工作裁切时,由PLC比较当前位置与行程参数设定值,对液压电磁阀组控制。行程参数设定也可采用手动学习操作,由PLC自动记忆手动操作裁切位置,作为设置值,此设定值还可以在触摸屏上进行手动微调,提高裁切质量。
3.3 裁切压力控制
裁切时,在初始下行时.以较快速度下降,到达一定位置时,变成慢速,当达到裁切位置时,加压裁切并保持,确保裁切效果.彻底切断材料。为实现压力可调节,采用了电液比例阀。
电液比例阀是将电量转变成液压输出量的电液转换元件。随着电子技术和计算机技术的发展,电液比倒系统的性能得到显著改善,因而得到广泛应用。
本系统在FX2N-32MR基本单元基础上扩展了一个FX2N-3A模拟量模块,通过其模拟量输出通道,输出0-10V电压给HNC1085比例阀驱动器,驱动器再输出对应电流0-850mA,驱动比例阀开度,实现裁切压力的控制。
3.4 其他辅助控制
为确保裁切安全,设置了双手启动按钮,同时为了以防万一,防止压手,或者异物压入,还设置了操作台光幕保护。为防止超限程,损坏设备,安装了上下限感应位置开关.为防止电机过载,把液压泵热继电器的常开接入PLC.发生过载时,自动停止液压泵并报警。
4 PLC程序设计
FX2—32MR程序采用三菱公司编程软件GX Developer Version8.86进行设计,采用梯形图语言,直观,方便易用。
4.1 编码器连接及编程
位置计数采用双向高数计数器C251,当上下压板合模时,C251清零,上压板向上时,C251增计数,当上压板向下时,C251减计数。采用比较指令,把C251当前值和设定的上限位置、加压位置、差动位置、裁切终点的值进行比较,比较结果对辅助继电器M赋值,作为控制阀动作的转换点。当进行触摸屏行程设定时,将C251复位。同时可以根据试模情况,在触摸屏上对裁切终点进行微调。
4.2 电液比例阀的控制编程
在裁切不同的过程中,根据压力控制的不同要求,由PLC控制FX2N-3A模输出0-IOV电压,给比例阀驱动器HNCl085,HNCl085输出对应电流,控制比例阀的开度,从而实现压力和流量控制。
数据寄存器D197中存放的是对应比例阀开度数值。在上压板达到不同行程位置时,把触摸屏参数设定中对应的位置设定值赋给它。
5 MCGS组态界面设计
人机界面采用北京昆仑通自动化软件科技有限公司的PC7062K,它是以嵌人式低功耗CPU为核心(ARMCPU,主频400MHz)的高性能嵌入式一体化触摸屏。该产品设计采用了7英寸高亮度TFT液晶显示屏(分辨率800*480),四线电阻式触摸屏(分辨率1024 X 1024)。屏内置了嵌入版MCGS组态软件,使用方便、直观、成本低。组态设计充分考虑操作,管理方便,分别设计了欢迎、主功能、行程设定、手动测试、运行参数、距离参
主画面主要用来显示日期、实际行程位置、当前裁切数量、当前状态的模拟显示.画面的切换等。行程设定画面,是在手动操作下,完成一次裁切,由PLC自动记录编码器脉冲,作为位置设定参数。手动测试画面是为了调试方便,按下对应按钮时,实现点动控制。运行参数设定画面用来设定裁切时间常数、每一段行程的压力大小等。
6 结束语
本文以FX2N系列PLC为控制器,以MCGS触摸屏为人机界面设计了~套压力、行程可调的四柱裁切机控制系统。本系统在设备上应用以来,直观易学,操作方便,裁切精度高,效果好,取得了良好的经济益。

Copyright © 2015 ilinki.net Inc. All rights reserved. 智汇工业版权所有
电话:010-62314658 邮箱:service@ilinki.net
 主办单位:智汇万联(北京)信息技术有限公司
主办单位:智汇万联(北京)信息技术有限公司