
基于CimatronE的四轴后置处理软件开发
发布时间:2015-09-09作者:智汇小新
0 引言
后置处理是数控加工自动编程中需要考虑的一个重要问题。将原刀位数据文件转变成指定机床能执行的数控程序的过程称为后置处理。实践证明,直接利用Cimatron、NX、CATIA等通用后置处理器生成的NC代码一般都要经过大量的修改才能用于数控机床加工,这就严重影响了生产效率。况且在修改过程中避免不了存在漏改或者错误等情况,这样会导致数控加工不能安全、可靠地进行。为提高自动编程效率,充分发挥加工设备优势,本文在Cimatron通用后置处理器的基础上,用VB6.0编程语言针对XH715D四轴加工中心和配置的HNC-22M数控系统开发了专用后置处理程序,并通过产品加工验证了该程序的正确性。
1 后置处理软件的开发思路
本软件的功能定位在将CimatronE自动编程模块前置处理生成的APT刀位数据文件转换为HNC-22M系统的G代码,适用于加工中心XH715D的数控加工。
软件的设计指标:
(1)兼容CimatronE版生成的APT文件,支持CimatronE文件的检测,并能对3轴和4轴APT文件进行识别及后处理;
(2)实现基本的后置功能,除支持直线插补外,还支持圆弧插补运动,包括整圆输出;
(3)支持程序的整体偏移和旋转;
(4)支持自动换刀以及动态速度F的实现;
(5)在VB6.0环境下开发,采用WINDOWS通用界面,操作简单;
(6)支持钻空循环指令的输出。
2 后置处理算法的数学基础
在图形显示过程中,一般来说,需要对图形进行平移、放大缩小、旋转等基本的几何变换操作。图形的平移、放大缩小、旋转从数学上看都是几何性质的“变换”,故又称之为图形的几何变换。这一类变换主要是通过矩阵代数中的齐次变换矩阵方法得以实现的。这里简要介绍下平移和旋转变换。
2.1 平移变换
平移变换是指立体在空间沿X、Y、Z三个方向移动一个位置,而立体本身的大小和形状并不改变。齐次变换矩阵为:
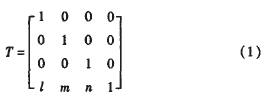
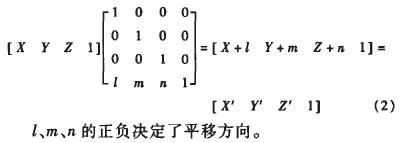
空间一点(X Y Z)在X、Y、Z三个方向的平移量分别为l、m、n,其平移变化结果为:
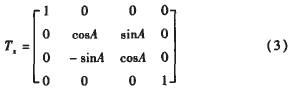
2.2 旋转变换
三维旋转变换指空间立体绕某一轴旋转一个角度θ(=A,B,C)。θ角度的正负按右手法则确定:右手大拇指指向旋转轴的正向,其余4个手指的指向即为θ角度的正向。
(1)绕X轴旋转A角
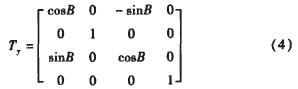
(2)绕Y轴旋转B角
(3)绕Z轴旋转C角
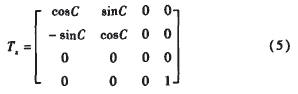
以上简单介绍了后置处理算法中所要用到的数学基础,特别是三维基本变换矩阵的组合,它是推导四坐标数控加工后置处理算法的关键所在。
3 XH715D四轴加工中心后置处理算法模型
对于四坐标数控加工,刀位原文件中刀位的给出形式为刀心坐标和刀轴矢量,在后置处理过程中,需要将它们转换为机床的运动坐标,对于不同类型运动关系的数控机床,该算法是不同的,本文以XH715D加工中心为例以数学问题求解的形式来讨论后置处理算法。该机床是立式加工中心,旋转轴是X轴,因此计算A角。
Y-Z平面内坐标变换及A值的计算

图1 刀具中心和刀轴矢量图
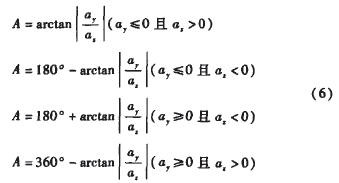
由CimatronE生成的刀位文件(CL)设刀心C在工件坐标系中的坐标为(X、Y、Z),刀轴矢量α(为单位矢量)在工件坐标系中为:(αx,αy,αz),由于是在Y、Z平面内的坐标变换,因此X值和αx在此处暂时不用。因为实际机床加工时,刀具是不会相对于X轴旋转的,刀具中心线是始终与YOZ平面平行的,只是工件在相对于X轴旋转,为此我们首先必需将工件坐标系旋转一定的角度,使YOZ平面与刀具中心线平行。为方便旋转角度的计算先将刀轴矢量的起点移到工件坐标系的原点,如图2所示,旋转角度的计算是从Z轴开始的,将刀轴矢量α的转动转化为刀具相对于工件的转动(因为机床的运动指的是刀具相对于工件的运动):使刀具相对于工件绕X轴逆时针转动A角(逆时针旋转可保证转动角A的值为正)(A值亦可取负值,只不过工件在机床上第一次旋转是顺时针转动而已)A值的计算如式(6):
当αx=0时,A值分别为以下两种情况:
A=90°(αy<0且αx=0)
A=270°(αy>0且αx=0)

图2 刀轴旋转角度A值计算
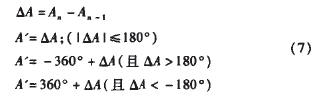
此时计算出的A值为相对工件坐标系的绝对坐标值,为使处理出的程序为相对坐标编程,必须采用前后角度相减获得相对值A,而相对值有可能超过±180°,实际叶片加工的程序除选择工件坐标系后的第一个A值是任意值(A≤360°),根据不同角度位置需做特殊处理。例如有一个A值是1°,紧跟下一个A值是359°,此时△A=358°,而实际上我们要求工件转动-2°,而不是358°。设处理出的NC程序中的相对转动角用A'来表示,则A'的计算如式(7)。
按(式7)计算出工件相对工件坐标系需转动的A值后,由于坐标系的旋转使得刀心点的坐标值发生改变,因而现在必需计算坐标系旋转一个A后刀心点的坐标值,旋转后刀心点的Y坐标值才是NC程序中所需的绝对坐标编程时的Y值,而旋转后的Z值还需在后面做一次摆动计算。在平面中工件绕X轴旋转一个A值的变换矩阵为式(8),式中的A值是按式(7)计算出的A值。
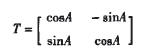
则按变换矩阵变换后的坐标值(Y'Z')为:

将其展开就得式(8):

如图2所示,刀轴矢量方向与Z轴的夹角为A,当工件坐标系旋转一个角度A值后,此时刀具中心线与YOZ平面平行,刀心坐标从(Y,Z)旋转到了(Y',Z')。完成上述旋转计算后刀位点的坐标在三维空间下就由(X、Y、z)变成了(X、Y'、Z')
完成上述计算后,还需将计算所得的X Y Z坐标值前后相减获得增量值。
4 软件设计界面
软件界面如图3所示。提供APT文件和G代码文件路往的编辑框,并采用了windows系统内置的打开文件和保存文件等对话框;另有XYZ轴和A轴的偏移补偿、动态速度,的初始化等内容。由于后置处理软件使用频繁,界面设计上尽量方便使用者,如APT文件经过后处理软件转换成G代码后,所得G代码自动覆盖了原来的APT文件,这样就意味着G代码文件路径跟APT文件路径一样。

图3 软件界面
5 实验验证
开发的后置处理程序,对多个复杂曲面零件的加工刀轨文件进行后置处理,输出的数控加工程序应用于XH715D四轴加工中心进行加工,验证了该后置处理程序的正确性。
下面是以叶片进行后置处理后生成的部分数控加工程序代码:
6 结束语
通过后处理软件CEPP的开发和应用,解决了车间数控加工中的急需,提高了生产效率。同时,也积累了多轴后置处理软件的开发经验,将为后续通用后置处理软件设计以及五轴以上的专用后处理软件的开发打下了坚实的基础。

Copyright © 2015 ilinki.net Inc. All rights reserved. 智汇工业版权所有
电话:010-62314658 邮箱:service@ilinki.net
 主办单位:智汇万联(北京)信息技术有限公司
主办单位:智汇万联(北京)信息技术有限公司