
AD采样芯片MAX197的应用电路设计
发布时间:2016-03-27作者:智汇小新
MAX197是Maxim公司推出的8通道、12位的高速A/D转换芯片。芯片采用单一电源+5V供电,单次转换时间仅为6μs,采样速率可达100kSa/s。
MAX197的内部核心部分是一个采用逐次逼近方式的DAC,前端包括一个用来切换模拟输入通道的多路复用器以及输入信号调理和过压保护电路。其内部还建有一个2.5V的能隙基准电压源,管脚如图1所示。
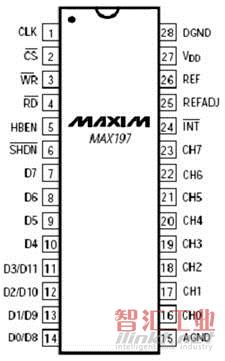
图1 MAX197引脚定义视图
MAX197既可以使用内部参考电压源,也可以使用外部参考电压源。当使用内部参考源时,芯片内部的2.5V基准源经放大后向REF提供4.096V参考电平。这时应在REF与AGND之间接入一个4.7μF电容,在REFADJ与AGND之间接入一个0.01μF电容。当使用外部参考源时,接至REF的外部参考源必须能够提供400μA的直流工作电流,且输出电阻小于10Ω。如果参考源噪声较大,应在REF端与模拟信号地之间接一个4.7μF电容。模拟量输入通道拥有±16.5V的过电压保护,即使在关断状态下,保护也有效。
通过将控制寄存器的ACQMOD位置0可选择内部采集控制模式。在内部采集控制模式下,写信号脉冲将开始一个由内部定时控制长度的采集间隔。在6个时钟周期长度的采集间隔结束时,将启动下一个转换。
在内部采集控制模式下,MAX197的模拟信号输入电路拥有5MHz的信号带宽,当使用内部采集控制模式并使用外接2MHz时钟时,可达到100kSa/s的通过速率。
通过将控制寄存器的ACQMOD位置1可选择外部采集控制模式。采用外部采集控制模式是为了精确控制采样孔径或独立控制采集和转换时间。由用户分别通过两个写信号脉冲控制采集间隔和开始转换时间,第一个写信号脉冲时将控制寄存器的ACQMOD位置1,开始一个采集间隔。第二个写信号脉冲时将控制寄存器的ACQMOD位置0,结束采集间隔并开始转换。然而,如果在第二个写信号脉冲时将控制寄存器的ACQMOD位置1,则将开始又一个采集间隔。
在第一个写信号脉冲和第二个写信号脉冲时,控制寄存器中的模拟通道选择位必须置相同的值。电源关断模式控制位可以置不同的值。
选用AT89C51单片机作为主处理器。通过P0.0~P0.7与MAX197的D0~D7相连,既用于输入MAX197的初始化控制字,也用于读取转换结果数据。用AT89C51单片机的P2.7作片选信号,则MAX197的高位地址为7FH。选择MAX197为软件设置低功耗工作方式,所以置SHDN脚为高电平。本文采用外部基准电压,所以REFDJ接高电平,而REF则接外部输入参考电压。AT89C51单片机的P1.1脚用做判读高、低位数据的选择线,直接与HBEN脚相连。MAX197的INT脚可与AT89C51的INT0相连,以便实现中断,读取转换结果。
在电路中,AGND和DGND应相互独立,各种电源与模拟地之间都用0.1μF电容来消除电源的纹波。
MAX197的硬件电路设计如图2所示。


Copyright © 2015 ilinki.net Inc. All rights reserved. 智汇工业版权所有
电话:010-62314658 邮箱:service@ilinki.net
 主办单位:智汇万联(北京)信息技术有限公司
主办单位:智汇万联(北京)信息技术有限公司