
用光纤耦合激光提高切割机加工效率
发布时间:2016-04-01作者:智汇小新
光纤耦合激光为系统制造商和用户打开了新的前景。节能和提高产出量,帮助这项灵活的切割技术特别是在薄板加工方面明显地提高生产率前提是与该技术应相互适用。
在过去十年里,激光切割在世界范围内计件加工企业中以及在生产企业批量加工中的应用,和这方面相关的国际研究活动一样经历了可观的继续发展。随着激光源、机器技术、过程自动化以及需要切割的材料上种种创新的出现,随之而来的是世界范围内正处于变革当中的经济和生态上的各种要求。在新近举办的博览会,如汉诺威2010年Euroblech博览会和国际专业会议如美国Anaheim举办的Icaleo会议上,均可令人印象深刻地看出激光切割方面当前的技术水平和未来的发展趋势。
在过去的五年里,光纤激光器和玻璃激光器的出现,使传统的CO2激光切割市场变得越来越不稳定了。根据视角的不同,系统制造商、用户和研究机构对此做出的反应不一,从面临对传统市场的威胁表示拒绝到面对将要打开的机遇而毫无保留地表示欢迎。要等到云开雾散,可能还需要若干年。在此期间,新型激光器的性能是不可能一笔勾销的。另一方面,CO2碳激光技术保留下来的标准也依然值得重视。
虽说如此,光纤耦合激光技术的高系统效率和高可用性,包括调节面、运营成本和维护费用的减少,仍然赢得了市场的关注。谐振器的预热没有时间损失,光束的引导不必再供应冲洗气体,也不必再做定期(或不定期)的补充校准了这些对经过共患难的传统激光技术的用户来说都是强有力的论据。虽则如此,光纤耦合的激光系统在大材料厚度切割时能够取得的切割质量方面的局限性依然不可逾越。不过,这种技术得到某些客户市场的认可,而且通过雄心勃勃的努力研究,也一再推向了更大的板材厚度。
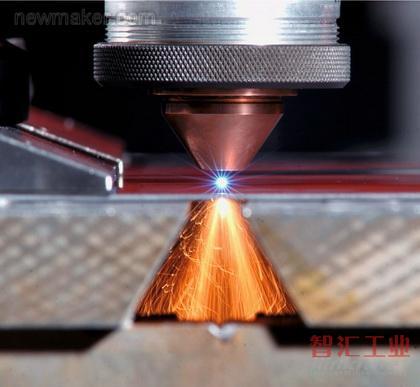
图1 正在高速切割1.2mm厚的车身板材
早在上个世纪九十年代,在2008年第一台玻璃激光平板式切割设备上市之前,Trumpf公司就向市场推出了光纤耦合的平板式激光切割设备,其基础是光泵Nd:YAG激光器,射束质量依然为12 mm*mrad。新型激光切割技术的先驱者是印度的Sahajanand公司和意大利Finsomac集团的Cy-Laser。二者均于2005年安装了第一批激光切割设备。 即使不把纯粹的管加工和3D设备也计算进来,在弗劳恩霍费尔ILT研究所不久前所做的市场调研范围内,全世界就已经调查出了24家用于钢板加工的光纤耦合Multi-kW-激光平板切割设备,这些公司相应的主要产品汇集如图2。

图2 按字母顺序排列的24家制造厂商的光纤耦合激光平床切割设备
机器提供商把五家不同公司的激光源集成在一起,其中IPG提供了他们当中2/3以上的光纤激光器。1/4的机器制造商属于Multi-kW-激光平板切割设备著名的世界市场领先者,有1/3以上的厂家迄今主要是因制造采用等离子和火焰切割以及冲切和水射流技术的机器而出了名的。他们抓住这个机会,扩大了自己的产品范围。其中有几家公司还在一台机器里把一个或多个激光切割头和上述传统切割技术组合起来使用。
激光源在可以达到的切割速度和切割质量方面所具有的潜力,只有在同时也采用合适的激光射束光学仪器和切割气体喷嘴、过程传感器和调节回路、足够的机器动态性能和刚性以及高效的钢板装卸装置,在实践中加以落实才有意义。此外还必须满足相关的安全规定。
最后在材料、厚度范围、零件尺寸、切割轮廓和必要的产量方面起决定作用的是作为项目的切割设备当前和未来的用途,是它决定着哪种系统提供的解决方案最为经济合算。
对激光切割基本理解的前提是对工艺过程的详细观察。高速摄像在时间和空间上提供很高的分辨率,可以观察激光切割过程的动态情况。弗劳恩霍费尔ILT研究所以这种方式得以发现并弄清了用10μm波长和1μm波长的激光对不锈钢切割时的根本差别。当除了波长之外所用的其它工艺过程参数相同情况下,使用光纤激光器时的动态波动的熔液流和在CO2激光切割情况下平滑而均匀的正面切割现象有着明显的差别(图3)。
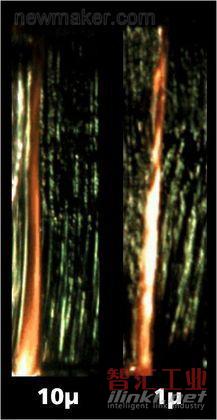
图3 CO2激光(左)和光纤激光切割4mm厚不锈钢的切割正面高速摄像图片
在对参数相关性理解上的先驱性,成为在全球竞争中成功设计现今加工工艺过程的关键。假如需要对优化的系统设计和适当的过程参数做出预言而又不会因为耗时费力的大量测试而浪费资源的话,那仿真计算就是可供选择的工具。能够描述固定式过程监控并经得起在广阔的战线上进行实验比较的具备足够水平的激光切割理论模型少之又少。不过,是否必须对可以达到的切割速度和切割质量的原因去深入思考,或者是否能够计算出对作为过程参数(如波长、射束的功率和质量、聚束系数和焦点位置)功能的质量起决定作用的速度极限和工艺过程特性,这中间又有很大的差别(图4)。
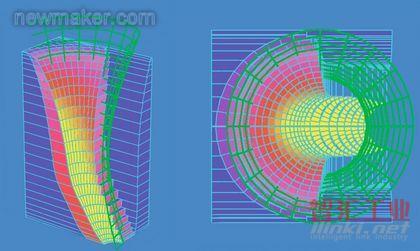
图4 仿真计算CO2激光切割正面的固定状态
弗劳恩霍费尔ILT研究所使用仿真程序Calcut对采用1μm波长的激光器切割时多重反射造成的提高速度的积极作用以及降低稳定性的负面影响进行了澄清。目前,切割过程的动态性能也日益得到基础的理论分析。计算机硬件以及数字方法的改进,在对激光/气体/材料系统中的交互作用进行与时间相关的计算时以及在对过程结果做预测方面提供了重大的进展。国际上在这个领域所做的努力也在与日俱增,今后也将不断对激光切割过程的进一步揭密吹吹风。
激光切割系统包括一套激光源、射束引导和射束成型光学仪器、一台用于光束和材料控制的机器和一套控制单元。激光源提供激光功率和激光质量。1μm激光的波长较短,可以有效地切割包括紫铜和黄铜在内的有色金属。切割非金属也有激光方案。特别是复合材料,像光纤增强型塑料,如今的意义越来越重要,例如在运输领域。由于在非金属中的吸收甚高,这为CO2激光器打开了进入新型市场的良好机遇。
千瓦级的超短脉冲激光器由于具有非线性的射束-材料相互作用而可以进行保护材料但却非常有效的切割,将来也将具有越来越重要的意义。
利用高射束质量激光器获得的自由度,目前还远未挖掘殆尽。这种激光器提供的改进潜力远远超出了当前的参数范围,因为这种激光器允许射束工具大幅度地按照材料的要求和切割任务进行调整。射束导向和射束造型决定所使用的射束特性。据此,今后激光过程开发的一项重要任务是,利用全面的光学设备,对激光能、波长、极化以及辐射向量等在时间和空间上的分布进行恰如其分的控制。
高动态的射束或材料的运动,可以用扫描仪或直接驱动技术来实现。切割气体支持的高速切割以及无切割气体的遥控切割方面的最新成果表明,利用适当的射束造型和射束控制,在薄板加工方面可以达到前所未有的生产率(图5)。当前的基准是用4kW的激光功率以100m/min切割1mm厚的钢板。

图5 遥控切割0.5mm不锈钢板
这种过程的调整和运行,需要具备全面的过程知识,而且这些知识最理想的方式是安装在机器的控制装置里。当前的认知是对未来系统提出相应的关键要求。借助成像的传感器、超模型支持的智能数据处理和自我优化切割机参数调整的封闭式调节回路,就可以实现这一认知。这对新的十年来说,即使像对激光切割这样一种成熟的技术来说,也是一项巨大的挑战。
(作者:Dirk Petring)

Copyright © 2015 ilinki.net Inc. All rights reserved. 智汇工业版权所有
电话:010-62314658 邮箱:service@ilinki.net
 主办单位:智汇万联(北京)信息技术有限公司
主办单位:智汇万联(北京)信息技术有限公司