-

立式粉末喷涂生产线,该生产线控制部份主要由:输送系统、前处理、水份烘干炉、喷粉系统、固化炉几部份组成。控制部分均采用PLC进行智能化控制,并配合触摸屏进行在线式监控及操作,以及上位机系统进行在线式远程、就地监控、数据采集分析、曲线存档、报表生成等功能。另喷枪控制器可按客户要求选用可通讯式增设上位机对其进行监控操作。 [详情]
-

西门子S7-200PLC的RS-485通信接口简介和故障解析
近年来,计算机控制已被迅速地推广和普及,工业控制计算机、plc、变频器、触摸屏、机器人、柔性制造系统广泛地应用于工业生产中。 [详情]
-
一般工业控制系统既包括弱电控制部分,又包括强电控制部分。为了使两者之间既保持控制信号联系,又要隔绝电气方面的联系,即实行弱电和强电隔离,是保证系统工作稳定,设备与操作人员安全的重要措施。 [详情]
-

由于PLC具有操作简单、灵活,可靠性好等特点,那些独立的控制单元或信号比较集中的系统,大都采用PLC进行过程控制。该文以电厂烟气脱硫系统中的石灰石粉制备控制系统为例,主要介绍了其控制系统的软、硬件配置,软件设计,实现方式,控制过程等。 [详情]
-

本文详述了用PLC控制步进电机实现数控系统的定位控制功能的方法,新型PLC的高速脉冲输出功能有效的避免了扫描周期的影响,完成快速移动和精密定位。 [详情]
-

普及型中档数控系统是我国机床市场需求的主体,也是数控机床产业结构优化的基础。当前,国产数控系统产业面临着十分严重的形势,国内80%以上中高档数控系统和数控机床依靠进口,数控系统产业发展的严重滞后,已经成为制约我国制造业发展的瓶颈。[详情]
-

西门子SINUMERIK 840D系统为五轴加工提供了独一无二的性能和功能,尤其对于加工飞机上非常复杂的结构件和发动机部件,为客户带来诸多好处。[详情]
-
近二十年来,激光加工技术更是在世界各国工业发展中得到广泛应用,尤其是工业发达国家,已被人们誉为 “未来制造业的共同加工手段”。[详情]
-

S7-200系列PLC和MT-500系列触摸屏在工业生产线上的应用
在市场经济激烈竞争的今天,冰箱内胆的制做上各有各的特点,针对我们的产品会给你带来更多的方便,给你的生产效率大大的提高。 [详情]
-

随着计算机硬件、软件的快速发展,特别是网络技术的快速发展,著名工控厂家及系统集成商都大力开发以太网产品,关注PLC的直接上网问题。现在国际上知名的PLC厂家产品均能够实现直接上网,如施耐德公司全线的Quantum系列、Premium系列等、通用电气公司GE90-70系列、GE90-30系列、VersaMAX系列等、西门子公司的有关PLC、罗克韦尔PLC的有关系列控制器等。 [详情]
-

可编程逻辑控制器(PLC)在过程控制系统中能够有效节省时间,降低成本和能耗,简化系统设计。从制造业发展进程可以了解到如何用现代IC替代分立电路。这些IC能够简化系统设计,扩展设备监测功能并保障操作人员的安全。MAX15500/MAX15501、MAX5661以及MAX5134–MAX5139是过程控制应用中的典型IC。 [详情]
-

本文详细的描述了PLC故障排除的流程。 [详情]
-

可编程控制仪作为一种高性能的控制装置,在分布式系统中得到了越来越广泛的应用。在这种控制方式中,上位监控机系统是其中重要的组成部分。PLC可以多种方式如直接采用现有的组态监控软件与上位监迭机通信,但针对小规模的控制系统,找到一种高性能价格比的通信方法,具有积极的实际意义。 [详情]
-

电除尘器的低压控制工艺主要包括振打控制,绝缘子温箱电加热控制灰斗电加热控制、卸灰控制、料位控制、进出口温度显示、高压隔离开关到位显示以及远程通讯等。 [详情]
-

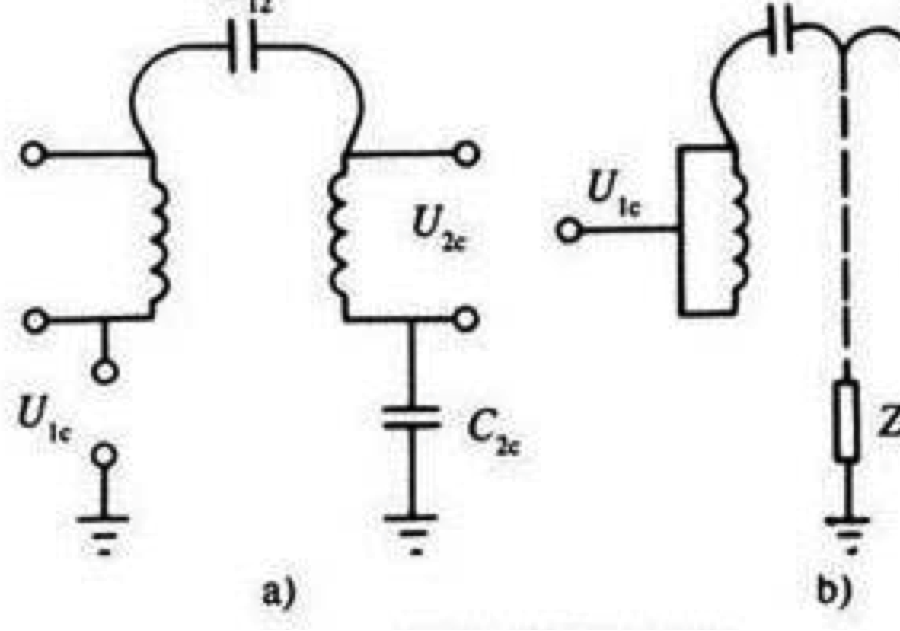
在大型通信台站中,其关键设备是发信设备,发信设备的自动化控制水平和可靠性直接关系到发信任务的可靠完成,而目前在大功率、强噪声、存在着微波辐射的通信台站中,发信设备大多仍采用人工操作并结合仪表监控,控制品质不高。 [详情]



