数控加工是一种可编程的柔性加工方法。数控机床正向着高速、高精、高柔性、复合化的方向发展,故适用于精度高,形状复杂的零件的加工。生产编号为R1928压力容器上的关键件——锻管,不仅公差要求极为严格,而且锻管内壁与顶面R1924圆弧相交的过渡圆弧构成了复杂的空间曲面。在加工该部位时,若采用手工编程的方式进行加工则相当困难,因此,为保证加工质量和生产进度,我们根据UG的特点,采用自动编程的方式,将顶面R1924圆弧与其内壁相交的R25过渡圆弧,同时进行编程加工,从而满足图样及工艺的各项技术要求。
一、锻管的结构特点及加工方案的确定
(一)如图1所示,锻管零件顶面R1924圆弧中心与锻管中心线不一致,成5.88°夹角,因此锻管内壁与顶面圆弧相交的过渡圆弧R25构成了复杂的空间曲面,手工编程极为困难,如图1所示。

(二)该产品材质为SA182-GRF22CI3N,材质特殊,不但极为少见,而且切削性能差,切削抗力大,在加工过程中刀具易磨损,常规刀具难以胜任。
根据锻管的加工内容及结构特点,采用在TK42200数控龙门铣镗床上,将,顶面R1924圆弧及R25渡圆弧通过NX4.0编程一次性加工完成。
二、锻管的CAD建模
NX是一套CAD/CAM软件,它最早应用于美国麦道飞机公司,是从二维绘图、数控加工编程、曲面造型等功能发展起来的软件。NX的CAD功能可以绘制2D和3D图形,构建自由曲面的功能更是远远胜于同类的CAD软件。
(一)首先,进入NX4.O的建模环境,然后采用绘制草图功能,在XZ平面根据图样要求画出各实体轮廓的截面线,如图2所示。

图2 绘制实体轮廓的截面线
(二)然后,根据所作好的草图通过回转功能构建实体,再通过倒圆角功能,将锻管内壁与顶面R1924圆弧相交的R25圆弧倒角进行圆弧过渡,如图3所示。

图3 构建实体
三、锻管的CAM加工
CAM是指计算机辅助制造,NX4.0的CAM功能方便直观,可以直接在点、线、曲面、实体上产生刀轨,其后置处理文件是一种用户回答式的自由修改文件,默认的后置处理文件与FANUC控制系统的NC机床无缝集成。
锻管毛坯来料为锻件,顶面R1924圆弧与其内壁相交的R25过渡圆弧需要进行半精加工和精加工。在进行CAM时,利用NX4.0加工界面中的-Create Tool(创建刀具)-Create Geometry(创建几何体)-Create Operation(创建操作)来进行加工,半精加工和精加工中可以根据被加工的面生成偏置面来进行加工。
由于所加工的面为复合型面,所以选择球头刀进行加工。首先,进入Create Tool界面,选择Milling Tool与Ball Mill菜单(创建球刀),并在刀具窗口对话栏内输入所使用球刀具的相关参数。
然后,选择“Create Geometr”(创建几何体)功能模块,并根据毛坯的实际情况创建毛坯,。紧接着就是CAM整个过程中最关键的部分“Create Operation”(创建操作),首先在加工类型里面选择mill-contour(轮廓铣削),并选择“Contour-Area”(曲面)加工方式,在Use Tool菜单栏里选择开始所设定好的球刀名称。
接着,进入“Area Milling Method”(区域铣削驱动方式)功能模块,在“Pattem”(走刀方式)下拉菜单里选择“Follow Periphery”(跟随周边加工方式),在“step over”下拉菜单里选择“scallop”选项,将刀具步距设定成0.50mm(精加工步距),半精加工时刀具步距设定成1mm,。确定后,通过“Cut Area”(加工区域)功能模块选择被加工区域,即锻管顶面R1924圆弧与其内壁相交的R25过渡圆弧,并在“feeds and speeds”功能模块里设定加工时刀具的转速(S)和进给速度(F),根据切削三要素原理,通过计算:转速为n=800r/min,刀具进给为f=1000mm/min。由于该件边缘无需圆滑,因此,需在“Cutting Parameters”菜单中将“Remove Edge Traces”(移出边缘跟踪)选项选取,各步骤执行完后,。
四、后处理
NX4.0系统分为主处理程序和后置处理程序两大部分。主处理程序针对加工对象,加工系统建立3D模型,计算刀具轨迹,生成NCI文件(刀具路径文件)。NCI文件是一个用ASCII码编写包括NC程序的全部资料的文件。后置处理系统配置了适应单一类型控制系统的通用后处理,该后置处理提供了一种功能数据库模型,用户根据数控机床和数控系统的具体情况,可以对其数据库进行修改和编译,定制出适应某一数控机床的专用后置处理程序。其文件的扩展名为PST,定义了切削加工参数、NC程式格式、辅助指令,接口功能等。默认的MPFAN.PST是内定成适应FANUC控制器的通用格式,如FANUC 3M、FANUC 6M、FANUCO-M等。
通过后置处理操作,系统自动产生NC程式,如下:
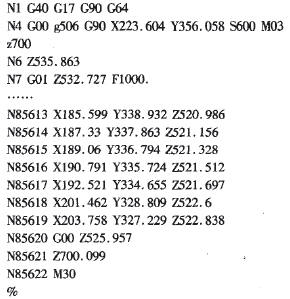
五、程序输入及加工
由于NX4.0所生成的程序有几十万句,需占用很大的磁盘空间,但是NC机床的磁泡存储器容量有限,以往遇到此类情况,通常都是采用DNC(直接控制)的解决方案,将PC机与NC机床RS232接口通讯。通过“CIMCOEdit5”模拟软件中的Communications(通讯)功能,设置传输文件格式、串口,传输速率、奇偶校验、数据位等与CNC控制器的参数一致从而实现在线加工。但是,由于该NC设备RS232接口出错,无法采用DNC方式加工。因此,我们根据NC机床磁盘空间的大小,将所生成的程序进行分段处理,通过将每个程序段的开头和结尾增加起始语句和结束语句,把每个程序段形成单独的程序来进行分段加工,从而完成NX4.0自动生成程序的全部内容。
六、结束语
锻管顶面R1924圆弧与其内壁相交的R25过渡空间圆弧,通过NX4.0编程的方式,在TK42200数控龙门铣镗床上的顺利加工完成,不仅极大地减轻了后续抛光工序的工作量,而且还大大提高了加工质量和数控设备的利用率。同时,较好地解决了该类零件的批量生产中的质量和效率问题,取得了良好的经济效益。
(审核编辑: 智汇胡妮)



