4 落地镗床保护部分控制的PLC改造
1)急停保护;该机床设有三个急停按钮,分别为SBO(电柜面板上)、SB1(床身上)、SB2(操作站上)。便于紧急情况下使用。急停报警时系统立即停止所有运行设备。急停信号除了跟急停按钮关联外,还与柜内冷却风机电源,离合器和电磁阀电源、相序保护器有关;
2)电机保护:每台电机都有短路、过载保护;
3)气压保护:检测气压是否达到额定值;
4)液压系统保护:有油位检测、压力检测等;
5)润滑系统保护:除润滑系统中每台电机的保护外还有润滑油温检测、流量检测、过滤器阻塞检测等:
6)直流电机保护:驱动器检测到电机异常(如过流、过载和过压等)时报警,并对直流电机的励磁电流进行检测,异常时报警:
7)信号异常保护:当系统发出指令后,如果未收到反馈信号则报警发生。如系统松开Y轴制动电磁闸,电磁闸松开的信号未反馈则报警发生;
表2 落地镗床辅助部分I/O地址分配表
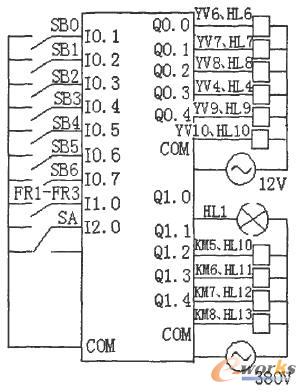
图3 落地镗床保护部分PLC外部接线
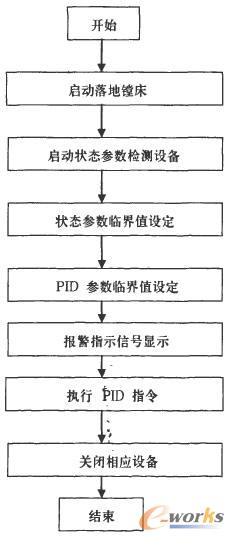
图4 落地镗床保护部分PLC程序流程图
8)超时保护:设备在设定时间内未完成相关的动作时,系统报警。如X轴松开阀打开5秒钟后没有接收到限位开关动作的信号时发出报警;
9)编码器保护:系统检测到计数模块或编码器异常(如断线、短路等)时报警;任一报警发生时,触摸屏上会显示出当前报警的内容,系统自动停止相关的设备。
进给运动的PLC控制程序设,落地镗床进给运动控制设计主要实现进给电机的正转、反转、正向和反向点动以及转动速度可控调节等动作,PLC共计输入需12点,输出需12点,落地镗床辅助部分I/O地址分配情况如表2所示,落地镗床辅助部分PLC外部接线如图3所示。
控制程序设计通过控制面板的转换开关SA,电气控制系统可实现手动/自动复位控制。为了实现落地镗床保护部分的准确控制,程序采用了PID算法。程序流程如图4所示。
落地镗床其余部分的控制可以按照同样方法得以实现。
5 结束语
通过实验运行结果表明,将PLC技术应用于落地镗床能够节约大量的电气元件、导线以及原材料,同时可以提高落地镗床的可靠性、操作更加方便、灵活,调试简单,从能够减少落地镗床控制系统的设计时间,有效地节省了维修工作成本,改善了落地镗床加工零件的合格率,极大地提高了落地镗床的经济效益。
(审核编辑: 智汇小新)



