-
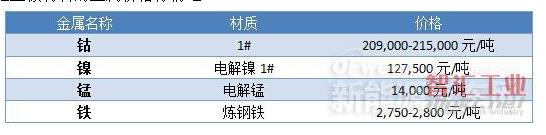
比亚迪唐电动汽车电池价格很多人甚是关心,这车还没上市关注度如此之高确实令人惊讶。从比亚迪唐电动汽车的报价到各项性能,大家对于唐的方方面面似乎充满了好奇。以至于对比亚迪唐电动汽车电池价格这么高端的问题都有人问,那我们就来了解下唐的电池性能吧! [详情]
-

本文研究了CAN总线在数字交流伺服系统与运动控制中的应用,探讨了伺服电机驱动与多轴运动控制中实时网络控制问题,介绍了一种基于CAN总线技术的数字交流伺服系统及其结构原理和软、硬件设计。 [详情]
-

本文介绍了基于8055 CNC的三轴数控激光切割机控制系统的整体设计、调试过程,重点论述了在设计、调试过程中遇到的激光器及外部设备的连接、切割过程中焦点位置的保证、自动编程软件的选择等问题。 [详情]
-

据英国《独立报》12月27日报道,国际航空联盟证实,英国研制出的超级无人驾驶飞机Zephyr(微风)今年7月份创下了在空中连续飞行时间最长的新纪录,长达2周。 [详情]
-

每个人都有一双眼睛,在决定手术前,一定要了解自己是否适合做手术,手术医院的设备和医生是否信得过。 [详情]
-
通过使用LabVIEW,我们能够快速方便地实现数字同步检测和自适应滤波技术。与标准测量方法(多普勒超声波)相比,我们测量的胎心率结果精度是较高的。 [详情]
-
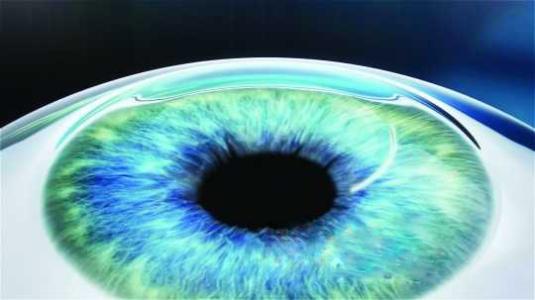
每一个人的角膜情况不一样,对术后的视觉效果要求也不尽相同。手术方式越多,近视者选择的范围也就越大,越能轻松找到最适合自己眼睛的那种手术方式。 [详情]
-

胎心率(FHR)检测是一种用于胎儿出生前判断胎儿健康状况,并帮助识别胎儿缺氧或受压迫等潜在危险的主要方法。早期检测的目的是为了降低胎儿发病率和死亡率。 [详情]
-

大部分科学家将可再生能源的来源锁定在太阳能身上,太阳能可谓是其它可再生能源如风能,生物能的根本源头。不过太阳能技术也有自己需要克服的难点。 [详情]
-

日前,从有关方面获悉,昆山工研院新型平板显示技术中心(简称昆山平板显示中心)和维信诺公司在国内率先全线打通了LTPS-TFT背板和OLED显示屏制造工艺技术,并于2010年12月24日,开发成功2.8英寸彩色AMOLED显示屏,实现了RGB三基色显示。 [详情]
-

日前,一项最新研究显示,一种亚洲大黄蜂身体内置“太阳能电池”,可利用皮肤色素将吸收的太阳光转换成为电能,这也是动物王国中唯一具有该特性的动物。 [详情]
-

现在全世界很多动物,其中一些之前患过严重疾病,都可以使用激光标记的医疗设备得到正确诊断和治疗。 [详情]
-
近年来,物联网技术发展迅速,全社会的信息化水平不断提升。智能家居是物联网的主要应用之一,已成为当前的热门研究领域,也是未来家居生活的发展方向 。 [详情]
-
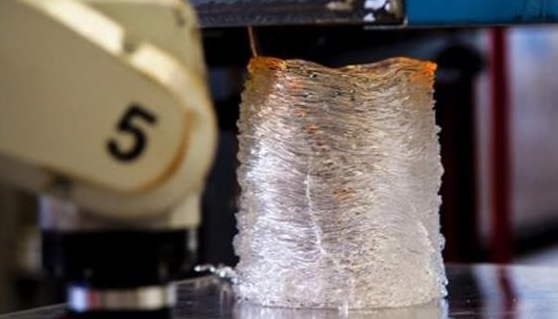
弗吉尼亚理工大学和罗得岛大学设计学院推出一个基于机器人的3D打印玻璃程序——六轴玻璃打印,在玻璃材料与前沿制造技术上找到了完美结合的。[详情]
-
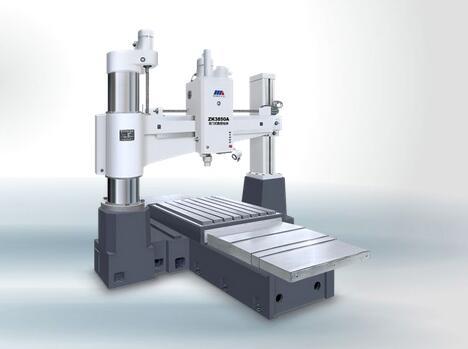
论文是SIEMENS 840D数控系统改造MC—B74五轴联动卧式加工中心的成功案例.介绍该类改造工程的重点事项,可为相关技术人员提供一些必要的借鉴与参考。[详情]



