0 引言
交流伺服系统作为现代工业生产设备的重要驱动源之一,是工业自动化不可缺少的执行组件。目前,国内外交流伺服数控设备普遍采用独立的通用CNC(Computer Numerical Contr01)系统作为指令系统。在研究领域,基于PC的开放式CNC系统和基于高性能处理芯片的嵌入式CNC系统是现阶段的两个重要研究方向。前者使用户可以对CNC系统进行二次开发,后者在设备的宏观结构上表现为嵌入式的CNC系统,其内部是把CNC系统功能在一个集成于伺服系统内的高性能芯片实现。目前,CNC系统和伺服系统仍处于独立开发状态,两者硬件结构分离,NC(Numerical Control)指令依靠设备间或芯片间的通信传递,通信频率高会降低可靠性,指令周期和指令精度难以同时保证,影响控制性能。在数控机床行业,通信协议和接口是影响高速加工的核心技术之一。此外,现行的数控系统硬件成本高,较低的性价比使其难以应用于中低档设备,影响了制造业的整体水平。本文提出在伺服控制数控软件中内置NC指令模块的解决方案,即在同一块控制芯片上实现NC指令生成和伺服控制。这样可以简化设备的硬件结构,提高系统的集成度和可靠性;NC指令在数控软件内部通过变量赋值的方式传递,不存在通信问题,可以大幅度缩短指令周期,提高控制精度;降低硬件成本,使高性能数控系统广泛应用于中低档设备中。
1 系统数控软件构成
在伺服控制程序中内置逻辑功能模块和NC指令模块。外部指令输入逻辑功能模块,转换成电机运动指令,即目标速度和目标位置,输入NC指令模块,经处理,生成每个指令周期可供伺服控制系统直接执行的位置和速度指令;伺服控制模块执行指令,做机械和电流的闭环控制,驱动电机按指令运转。
尽量简化NC指令模块处理算法和缩短处理时间可以实现与伺服控制模块同周期运行。与通用CNC系统相比,指令周期大幅度缩短,指令平滑性显著提高,相同指令精度下,控制效果会有所改善。
单轴或者多轴无联动的工业生产设备,运行中每个轴的动作独立、简单,可单独控制,因此电机的工作状态也很有限,可分为加减速、匀速、停转定位等。有些设备需要一个外部调速器,如旋钮、踏板等,实时地控制转速,需要NC模块把调速器发出的与速度或位置相对应的模拟或者数字信号实时地转化成可供电机执行的速度和位置指令。
综合以上功能,如图1所示,整个NC指令模块的功能分为:停转定位模式、调速器实时速度控制模式、自动变速模式。电机需要完成某个单一动作,只要切换NC模块的工作模式即可。
2 NC指令模块
2.1 停转定位模式
为实现NC指令模块与伺服控制模块同周期运行,本文采用匀减速方式停转定位。电机定位精度取决于控制精度;而对于指令系统来说,高速运行中快速定位的精度还需要平滑的速度指令以及准确的定位起始点。
具体步骤为:NC模块接收到逻辑功能模块发出的停转指令和目标位置指令,由其他工作模式切换到停转定位模式,实时地根据当前速度和减速、加速度计算定位行程,并根据该定位行程及定位点反求减速起始点,从起始点以匀减速规律生成位置和速度指令,速度为零时,位置指令正好在给定的目标位置上。具体实现过程如下。
第一次进人定位循环,进行定位初始化;估算定位行程,先计算按照定位加速度αp。从当前速度v移减速至零的时间:



2.2 调速器实时速度控制模式
有些设备需要外部实时调速,配有调速器件,伺服电机的转速可以通过操作调速器实时地改变。调速器发出对应速度的数字量或者模拟信号,模拟信号经过伺服系统内部A/D器件转换成与之对应的数字量;在调速器控制模式下,NC指令模块根据以上数字量,生成速度指令,伺服控制模块执行指令驱动伺服电机跟随目标速度运动。具体处理步骤如下。
1)处理调速器信号
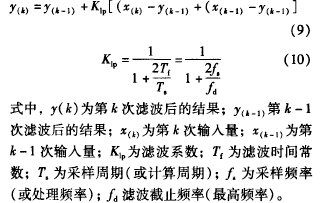
调速器发出的信号往往跳动很大,需要通过低通滤波使其平滑。低通滤波器表达式为:
2)换算目标速度
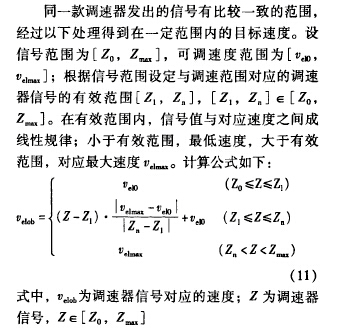
3)生成NC指令
以上两个步骤的处理得出了目标速度。接下来NC模块根据目标速度每个控制周期生成供伺服模块执行的速度指令。
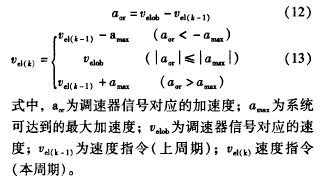
调速器发出的信号可能会有很大跳变,对应的速度变化很大,即加速度过大,很可能超过伺服系统的驱动范围,因此要对加速度进行限制。具体处理如下:
这样,即使调速器发出的信号是很大的阶跃信号,经过以上处理,也会变得平缓连续,如图3(a)。从图中看,速度指令有滞后,但最大加速时间(静止到最高速)通常可以根据负载情况控制在一百毫秒之内,操作者不会有滞后感。经过加速度限制后的加速度有很大的阶跃变化,如图3(b)。交流伺服系统采用矢量控制。加速度正比于转矩,转矩正比于g相电流。在电机线圈(感性负载)中产生这样的电流突变,需要极高的电压。
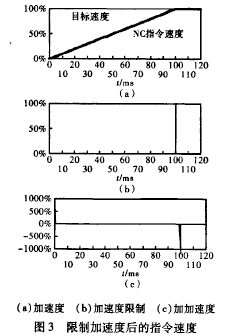
加速度曲线对应的加加速度曲线如图3(c)。加加速度与电压成正比。这样的加加速度曲线,对应幅值很大的脉冲电压,伺服系统不可能实现。
所以单纯用加速度限制得出的速度指令曲线不可能真正实现,有可能导致控制发散,甚至损坏系统硬件,所以必须在限制加速度的基础上,对加加速度进行限制。
如果直接限制加加速度,算法比较复杂,计算量很大,会使整体运算时间大大加长,不能实现NC指令可控制的同周期运行。需要设法简化处理方式。
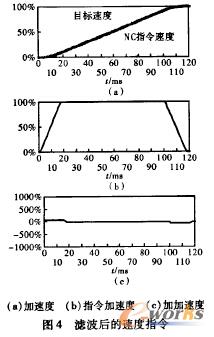
参照通用伺服系统加速时的S形速度指令曲线形状,对做过加速度限制的速度指令曲线做低通滤波,生成成类似S型的速度指令曲线,如图4(a)。提速时间略有延长,但不会造成明显滞后感。对应的指令加速度就变得连续,如图4(b)。相应的加加速度曲线如图4(c)。不存在大脉冲,保证了系统稳定、快速地跟踪调速器目标速度,操作者可以在一定范围内随心所欲地进行速度控制。
2.3 自动变速模式
在自动运行的情况下,一经触发,系统就要变速到目标速度。自动变速,不存在人的感觉问题,对变速快慢要求不高,可以用较小的加速度进行变速,减少不必要的电气和机械冲击。与调速器实时控制模式不同点在于,到达目标速度后返回标志位,转入匀速控制。整个指令处理过程与调速器控制模式下目标速度阶跃输入的情况相同,不再赘述。
3 实验结果
试验系统选用32位微控制器(MCU)作为主控芯片,内部集成整数乘法器,工作主频64 MHz。设计各个程序模块,指令周期和控制周期均为60us。系统配有手操器,可做外部控制。
外部手操器控制快速提速,匀速运行一段时间后迅速减速并触发停转定位。此过程中,把速度指令通过D/A器件变成电压信号,用示波器采集,从示波器上可以看到速度指令曲线,如图5所示。示波器视窗上半部分为采集窗口,显示整个采集过程,每一横格对应时间为l 8;下半部分为时间轴放大窗口,每一横格对应时间为50嘲。
加速过程速度指令曲线连续而且平滑,有效地限制了加速度和加加速度。减速和高速运行中停转定位的速度指令连续、平滑。到了停转定位模式下,匀速运行到定位起始点,匀减速定位。
以上实验波形说明该伺服系中的内置NC指令模块实现了预期功能。经测试,定位精度为0.20,没有累计误差,可满足大多数普通设备的定位要求。
4 结语
数控系统研究中普遍存在指令通信可靠性和指令周期相互制约的问题。本文提出在伺服控制数控软件中内置NC指令模块的解决方案,可使NC指令生成和伺服控制在一个控制周期内完成,指令周期大幅度缩短,指令更平滑;对于独立的控制对象,内置式逻辑功能模块和NC指令模块在功能和性能上可以取代通用CNC系统。因此,对于单驱动轴或者每个'c动轴独立控制的工业设备,如车床、普通铣床、普通磨床、电火花加工设备、工业缝纫机等,内置式逻辑功能模块和NC指令模块的成功应用使一种高集成度、高可靠性和高性价比的CNC系统与伺服系统一体化的数控系统解决方案成为可能。
随着工业微控制器性能的不断提高和数值算法的发展,NC指令生成和伺服控制在同一块控制芯片上融合的高性能工控系统解决方案将成为工控系统的一个发展方向。
(审核编辑: 智汇张瑜)



