长期以来,大多数产品加工领域大多数都采用过的是手工编程方式,或者基于机床自带的比较简单的交互式编程模块进行半自动化编程。对于简单的程序还可以应对,但稍微复杂的程序,尤其是带有曲面的零件,这种手工式编程方式已经很难胜任这种复杂的工作。手工式编程对于技术人员的知识要求非常高,不仅仅要精通机床的操作,还要精通机床的NC格式代码语言,更重要的是还必须具备丰富的切削工艺知识。
在当今这个信息化时代,互联网技术真正实现了“天涯若比邻”的愿景,带来了人们对新事物需求的急速加快。产品的更新换代已经步入了“快车道”,过去一个产品可以一成不变地加工半年甚至一两年的时代已经逐渐远去。小批量换代生产已经逐步取代大批量生产的时代,这要求我们的工艺技术人员必须快速适应这种潮流,也对企业的管理者提出了新的挑战:如何在快速提高编程效率的同时兼顾到企业工艺知识的标准化积累,解放操作人员,实现自动化生产。
今天我们就来看看世界著名的CAD/CAM软件公司——英国Delcam公司——给我们带来的这款专注于产品加工编程方面的软件FeatureCAM在解决上述难题方面的重大突破。
Delcam FeatureCAM是基于特征、基于知识、使用自动特征识别技术AFR和交互式特征识别技术IFR的全功能智能CAM系统。独特的基于特征、基于知识的加工功能组合使得用户可以在很短时间,接受少量培训的情况下,自由创建稳定、可靠的刀具路径。强大的自动特征识别功能,加速了从设计到加工的全过程,使用该软件可以使零件加工编程更方便、更简单,可极大地缩短加工编程时间,加工管理也更加有效。
传统的CAM编程软件工作流程如下: CAD模型---设定毛坯---创建粗加工刀具---设定粗加工区域---选择粗加工策略---定义粗加工参数---计算粗加工路径---创建半精加工刀具---设定半精加工区域---选择半精加工策略---定义半精加工参数---计算半精加工路径---创建精加工刀具---设定精加工区域---选择精加工策略---计算精加工路径---仿真---输出NC代码。
从以上可以看出,传统CAM编程软件花费了大量的时间在进行重复性的工作!
再来看FeatureCAM的工作流程:
CAD模型---设定毛坯---软件自动识别CAD待加工特征---仿真(仿真结束NC代码已经自动产生)
通过以上对比可以看出:
FeatureCAM省略了中间繁复的重复性“劳动”,节约了大量的时间。原因在于FeatureCAM具有强大的材料库、刀具数据库、工艺知识库、客制化的NC后处理库和机床库。不仅仅非常容易学习,更重要的意义在于可以固化企业的工艺知识累计,可以实现真正意义上的加工标准化。真正解放了工艺技术及编程人员,让技术人员可以把更多的精力投入到技术研究与革新这一更加重要的领域上。
下面通过一个车铣复合的典型零件可以更直观地领略FeatureCAM的特点。 如图1所示这个零件需要车削端面、车削外圆、车削外圆槽、铣削4个平面、钻镗加工端面孔、钻4个位于外径上的孔。

编程步骤如下:
一、使用“自动特征识别(AFR)”进行编程:
1、导入CAD模型,选择Turn/Mill加工模块并“接受”(见下图2):

2、根据向导提示,设置加工坐标(见图3):
本例中我们默认当前系统坐标为加工坐标,选择“否”,点击“下一步”。如果想更改坐标,完全可以根据向导提示快速自定义用户坐标系。
3、根据向导提示,设置毛坯材料大小(见图4):

本例中我们更改毛坯料尺寸,扩展数值按照图4所示,为保证卡盘装夹,设置Z负方向扩展200mm。
4、根据向导提示,启动自动特征识别功能(见图5):

选择“选取特征 设置1 的特征”设置,启动自动特征识别(AFR)功能,可以看到系统自动识别出大量特征,包含“槽、侧边、车削、孔、面、镗孔”等特征(见图中蓝色粗线):
5、点击“完成”按钮(见图6)
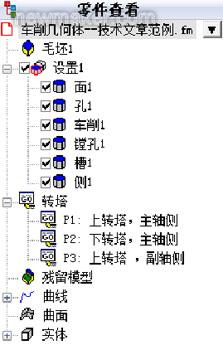
此时所有的设置已经全部结束。从图6“零件查看”管理器可以看到,在“设置1”里面有“面、孔、车削、镗孔、槽、侧边”等被自动识别出的特征。每一个特征里面已经自动包含了加工该特征需要的所有信息,包括粗精加工策略、刀具、切削参数以及其他众多辅助参数等。在此处双击任意一个特征,还可以打开特征属性进行非标性质的更改。
因此,FeatureCAM在保证自动化、智能化的同时还同样保留了可被用户个性化修改的传统软件的特色。可以根据需求非常方便地进行操作。
6、仿真轨迹:
打开仿真工具栏中的实体仿真按钮(见图7)进行仿真验证轨迹是否正确。(FeatureCAM包含:线框仿真、2D仿真、实体仿真、快速切削、机床仿真等多样化仿真方式,便于使用者通过不同方式进行检视程序。)仿真结果如图8所示

7、检视NC代码(见图9):
现在直接点击右侧边栏下方的“NC代码”按钮,就立刻可看到我们想要的NC代码已经被正确输出了。

二、使用“交互式特征识别(IFR)”对4个孔进行编程:
1、选择交互式识别特征功能(见图10):

工具栏点击“新的特征向导”按钮,选择“Turn/Mill”并点击“下一步”按钮。
2、设定特征类别(见图11):
如图11所示,选择勾选“孔”以及“使用FeatureRECOGNTION提取”,并点击“下一步”。
3、定义孔特征的轴向(见 图12、13):
如图12、13所示,勾选“绕分度轴”及“自动”,FeatureCAM将会根据孔的特性自动设定每个孔的轴向,而无需进行单独的设定,这可以大大减轻定义轴向方向的工作量,显著提高编程效率。

4、自动识别特征孔(见图14):
如图13所示,FeatureCAM自动识别出所有符合要求的孔特征。选择“选取全部”按钮,并点击“完成”按钮,结束特征识别。

5、机床仿真所有工序(见图15):
在“仿真”工具栏点击“机床仿真”按钮,进行机床仿真,可以看到所有的操作正确无误,仿真结束后NC代码也被自动输出。

三、对“车削工序”进行同步设置:
1、打开“车削”特征的属性对话框:
右击“设置1”中的“车削1”特征,在弹出的右键菜单中选择“属性”,进入该特征的属性对话框。
2、在“车削”特征的属性对话框设置“同步”(见图16):
(如图16所示)在“策略”下,分别更改粗、精加工路径中默认的“单转塔”为“双工位车削”,点击“确定,关闭“属性”对话框”。
3、机床仿真全部工序(见图17):
(如图17所示)在机床仿真或实体仿真状态下,可以明显看出在进行粗、精车削时,上下刀塔同步进行车削,节约了加工时间,显著提高了机床的效率。

总结:
从以上简要步骤可以看出,利用FeatureCAM智能化的特征识别(AFR)结合交互式识别(IFR)技术,可以对复杂零件进行快速生成多多工位加工程序,有效解决多工位加工的问题。
在铣削方面FeatureCAM还能够生成完全符合高速加工理念的加工程序,能够对拐角进行修圆的处理,能够实现粗加工的“赛车道”、“自动摆线”路径。在降低机床、刀具负载的同时,大大提高的设备的利用率。
除了车削、铣削以外,FeatureCAM还有强大的线切割模块、多工位铣削模块、“立碑式”加工模块、4轴、5轴模块。这些模块可以解决工厂设备多样化编程的需求。
2008年德国工模具制造商Werkzeugbau Laichingen GmbH(以下简称德国WL公司) 开始使用基于特征的编程系统FeatureCAM软件。德国WL公司成立于1891年,是一家业内著名的老牌公司。
为了充分发挥设备的产能,CAD/CAM主管Armin Schmid先生需要更强大的CAM编程软件。新的编程软件必须能够基于三维CAD模型特征进行直接编程,还要兼具该公司已有的2D编程系统的灵活性。Helmut Nüssle先生是WL公司的一名FeatureCAM使用人员,他对使用该软件带来的编程效率提升赞不绝口。
FeatureCAM软件具有以下几个独到之处:大型数模的处理能力,能够快速准确读入多达400M的模型;基于特征的识别技术提升了编程的效率;系统具有强大的刀具和材料知识库,刀具和切削参数能一一对应。这些独到之处深深地打动了德国WL公司,使他们最终选择了FeatureCAM 软件。(end)
(审核编辑: 智汇胡妮)



