-

2012年德国政府制定并大力推行工业4.0,强调工业4.0的特征是工业自动化和信息的紧密结合,是建立在物理信息系统(即“Cyber Physical System”,简称“CPS”)的基础之上的,这就为智慧工厂的实现指明了一条具有现实可行性的途径。德国专家和教授基于制造立国和制造强国的理念,把CPS运用于生产制造CONTROL ENGINEERING China版权所有,提出了CPPS,即信息物理生产系统,智慧工厂就是以CPPS为模型进行构建的。[详情]
-

绿色制造是一种现代制造模式,它综合考虑了制造业对环境的影响和对资源效率的利用,它的目标是使产品在设计、制造、装配、运输、销售、使用的整个过程中,对资源的利用率最高,而对环境造成的危害影响最小。[详情]
-

当进给运动超过由软件设定的软限位或由限位开关决定的硬限位时,就会发生超程报警,一般会在CRT上显示报警内容,一般的机床正方向超程,往反方向走,即可排除故障,解除超程。[详情]
-

近30年来,随着改革开放的逐步深入,中国的经济得到了很大的发展。国外的很多新技术新产品不断冲击着中国国内的市场,导致了制造业加工业迅猛发展,这给机床行业的拓展和进步带来了巨大的契机。[详情]
-
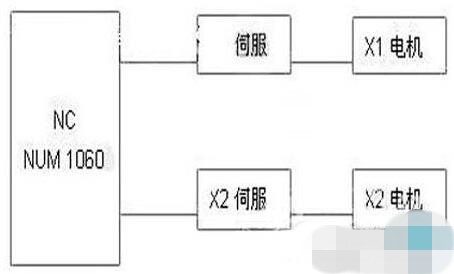
本文介绍的动龙门、双主轴、双轴组数控机床主要由机床操作面板(包括显示器)、X1、X2、Y1、Y2、Z1、Z2六个直线坐标轴(其中X1、X2为龙门同步轴)、双主轴及机床的液压、润滑、冷却系统等机床辅助功能组成。[详情]
-

所谓五轴加工在这里指的是一个人机至少五轴(三线性坐标,两个坐标),而且在计算机数控(CNC)系统控制下,可处理某些复杂自由曲面,如涡轮叶片和涡轮机、舰船螺旋桨、许多壳体、模具表面特殊和复杂型腔。[详情]
-

2012 年3 月,美国为复苏本国实体经济,重振制造业的全球竞争力,奥巴马总统提出建立全美制造业创新网络计划,3D 打印被确定为主要发展方向。[详情]
-
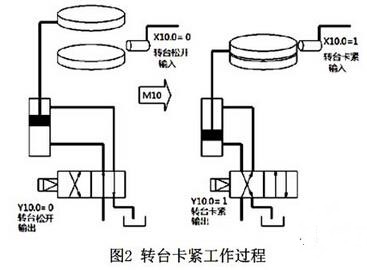
CNC(Computer Numerical Control,即计算机数控机床数控系统)的辅助功能(M功能)在CNC机床上主要执行的动作包括:机床冷却系统的启停,工件和机床部件的夹紧、松开,主轴的正反转及停止,分度工作台的转位,选刀、换刀,测量系统的执行等。[详情]
-

数控机床编码器、光栅尺、反馈电缆伺、服放大器、伺服电机或传动机构出现故障时往往系统会触发误差过大报警,如FANUC系统的410#报警和411#报警。[详情]
-

3D打印技术的快速发展已经对某些传统行业造成了一定的影响甚至冲击。随着3D打印技术的更新迭代,这种影响将会日益深远。[详情]
-

热封制袋普遍应用在产品包装、食品药品包装等领域。因其快速不污染被包物且节省成本而得到快速发展。本文针对热封中出现的不足,采用松下Fp0-32 位可编程逻辑控制器的数控技术对热封机生产工序进行精确设计,在不同外界环境下,制定出合理的热封温度、压力和时间的上下限。最终开发出更高效、更合理的热封方法。[详情]
-

当前,西门子(SIEMENS)与发那科(FANUC)都是很好的数控系统,占据了大多数的数控系统市场,都为中国的数控机床业的发展做出了贡献。[详情]
-
根据数据受干扰性质及干扰后果的不同,采取的软件对策各不相同,没有固定的模式。对于实时数据采集系统,为了消除传感器通道中的干扰信号,在硬件措施上常采取有源或无源RLC网络,构成模拟滤波器对信号实现频率滤波。[详情]
-

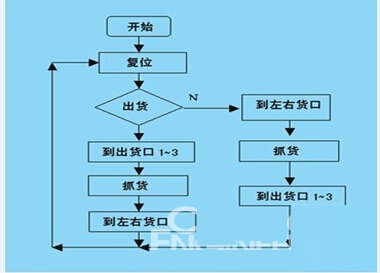
本文以某物流控制中的机械手控制为例,分析了plc与步进驱动装置的控制方法,本系统涉及的主要硬件是s7-200plc和sh-2h057步进驱动器。[详情]
-
根据过程控制系统的特点及不同生产工艺过程控制要求,应用不同的控制系统才可以既安全可靠又经济高效地完成生产任务。目前,国内先进的大、中型过程控制系统基本上以采用PLC和DCS为主。[详情]



