-

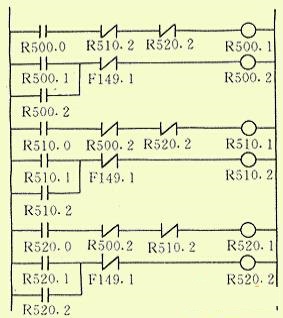
设计者可以根据控制对象各部分的不同要求,通过对要求的分解,运用基本指令编制出相应的程序网络(Network)或由几个网络组成的简单“功能程序段”。在此基础上,只要将这些程序网络或功能程序段,按照控制系统的动作要求,以S7程序规定的格式进行排列与组合,就可以组成完整的PLC程序。 [详情]
-

西门子S7-200PLC的RS-485通信接口简介和故障解析
近年来,计算机控制已被迅速地推广和普及,工业控制计算机、plc、变频器、触摸屏、机器人、柔性制造系统广泛地应用于工业生产中。 [详情]
-
可编程序控制器是专门为工业环境设计的自动化技术控制装置,控制系统的可靠性是整个自动控制的焦点,控制系统的抗干扰能力是保证控制系统准确工作运行的关键,本文通过介绍PLC在使用过程中采用的各种措施提高系统的抗干扰能力。 [详情]
-
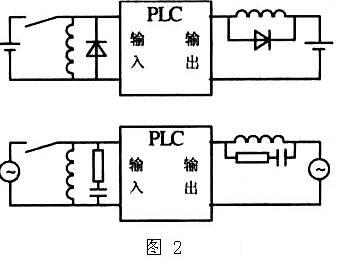
一般工业控制系统既包括弱电控制部分,又包括强电控制部分。为了使两者之间既保持控制信号联系,又要隔绝电气方面的联系,即实行弱电和强电隔离,是保证系统工作稳定,设备与操作人员安全的重要措施。 [详情]
-
在了解了程序结构和编程方法的基础上,就要实际地编写PLC程序了。PLC控制系统设计需要经历如下过程。[详情]
-

本文主要介绍了台达公司DVP-SS系列PLC及VFD-M系列变频器在热封热切制袋机上的应用。[详情]
-
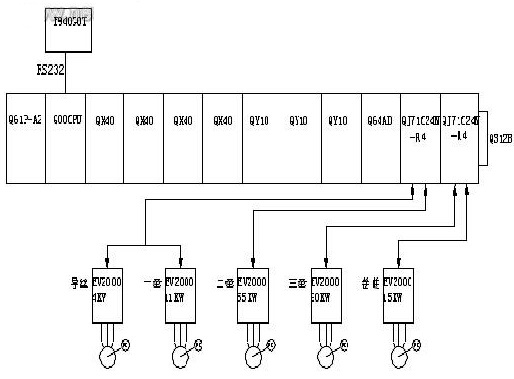
设备用于化纤多次拉伸、卷曲前处理生产,主要由导丝架、八棍导丝机、热水槽、第一牵伸机、水浴槽、第二牵伸机、蒸汽箱、第三牵伸机、叠丝机、张力架、卷曲机、卷曲侧板电机、油泵电机、振动电机、循环水泵、振动检测等设备构成。[详情]
-
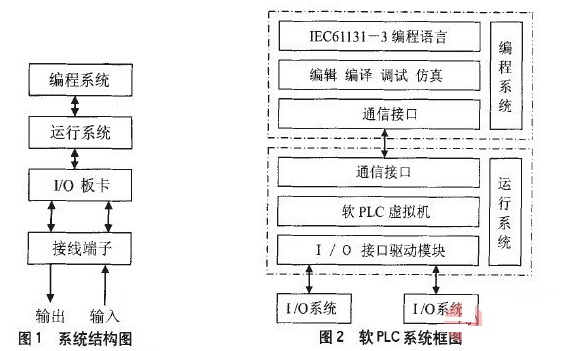
软PLC技术是一种基于PC的新型控制技术,与传统硬PLC相比,它具有开放的体系结构、强大的网络通讯能力和更强的数据处理能力,能较好地满足现代工业自动化的要求,是目前工业自动化领域研究的热点之一。通过对软PLC技术的相关概念和系统内容的分析与讨论,论述软PLC的体系结构,提出基于PC的软逻辑控制系统的设计与实现方法。简要介绍软PLC编辑系统,运行系统的组成部分和各个部分的功能,并讨论各个组成部分的实现策略。[详情]
-
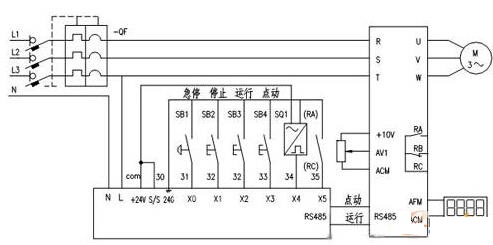
程控变频钢球研球机是国家重点新产品,其中电气部分的设计利用RS485通讯口,充分应用了PLC和变频器的通讯功能,使整个设计最优化。[详情]
-

本文介绍了UniMAT PLC在冶炼行业氧化镁熔炼电弧炉控制系统上的应用。电弧炉是将电能转换成热能,对碳酸镁矿石进行直接加热或熔化,分离出合格的所需氧化镁物料。电弧炉设备装机容量较高,电磁环境较为复杂,UniMAT PLC系统的稳定性和抗干扰能力,在冶炼行业电弧炉设备现场得到了充分的验证,对提高冶炼工艺的稳定性提供了坚实的基础。[详情]
-
本文提出了一种数控机床PLC初始故障诊断方法,当几个故障同时显示时,使用这种方法能准确地判断出初始的引发故障,从而提高了数控机床维修效率。[详情]
-
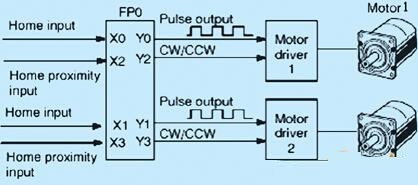
对于由伺服电机带动的旋转物体进行位置控制,通常采用套轴式的电磁旋转变压器加复杂的处理电路来实现角度的编码,再由角度编码进行位置的闭环控制。[详情]
-
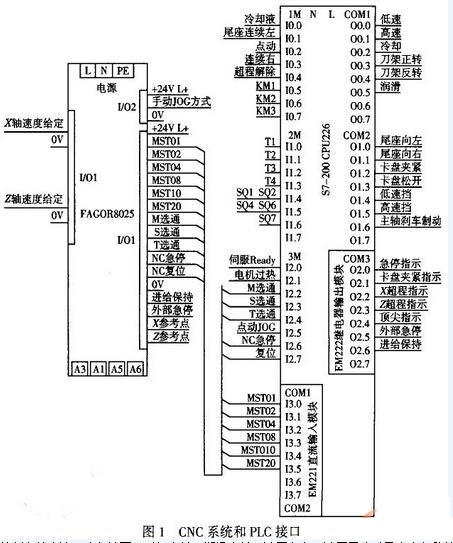
本文介绍了数控系统中,外置式和内置式PLC信息的交换形式,开放式数控系统中PLC信息的交换过程,给出了典型应用程序。[详情]
-

由于可编程控制器(PLC)具有可编程性,通用性、适应性强,针对工业控制设计,可靠性高,同时有完善的故障自诊断能力且维修方便,因此小型PLC具有很高的性价比,因此在普通车床的控制电路改造设计中发挥了极其重要的作用。[详情]
-

实践证明,PLC产品的大多数故障的原因,都是在制造过程中产生的。而在制造过程中,要保证产品的可靠性与稳定性,最重要的就是产品测试,只有通过完整和全面的测试,才能发现产品中的问题,再给予解决。[详情]



