-

本文主要介绍了计量仪表的分类、主要技术参数,以及在山东海化纯碱厂的应用实例和计量仪表的管理。 [详情]
-

近日,有网友问RT,cpu有核心,一级,二级,甚至三级缓存。而GPU没有像CPU那样的二级缓存?关于这个问题,小编收集了一些有关专业的网友的回答,带大家看看GPU究竟有没有二级缓存? [详情]
-

根据《日本产经新闻》19 日报导,东京大学计划 10 月起于化学工厂内设置装置,将废水中富含的有机物作为燃料加以运用,让废水处理所需电力能够自给自足,希望将其开发为实用的生质能源。 [详情]
-

位于上海闵行区华翔路的德宝宝马4S店是一家专业的大规模4S店,专营高档宝马车。灯光对4S店的作用不言而喻,好的灯光能凸显汽车的高贵气质。此次上海莹辉照明应用中心承担了4S店的灯光改造,将传统光源替换为LED产品,使用了莹辉照明PRO新品——卡勒... [详情]
-

随着石油资源的枯竭、人们环保意识的提高,混合动力汽车及电动汽车将成为新世纪前几十年汽车发展的主流,并成为我国汽车界所有业内人士的共识。 [详情]
-

汽车给我们带来了舒适便捷,但同时也对环境造成了明显伤害。如何能够解决汽车存在所带来的矛盾呢?厂家想到了开发新能源车型,而以电能作为能源驱动车辆成为了发展趋势。 [详情]
-

混合动力系统的研发需要解决很多技术问题,比如控制策略的设计、内燃机燃烧系统的优化、蓄电池的改进、传动系统的匹配设计和新材料新工艺的应用等等。 [详情]
-

随着移动设备的兴起,人们之间的联系越来越为紧密。一旦有了问题,随时随地都可以用Google搜索答案。人们不再仅仅局限于使用电脑来处理工作邮件;在智能手机上轻松点击,就能查看邮件。这种不间断的数据访问已成为了众人的期望,且这样的趋势将渗入测试测量应用。 [详情]
-
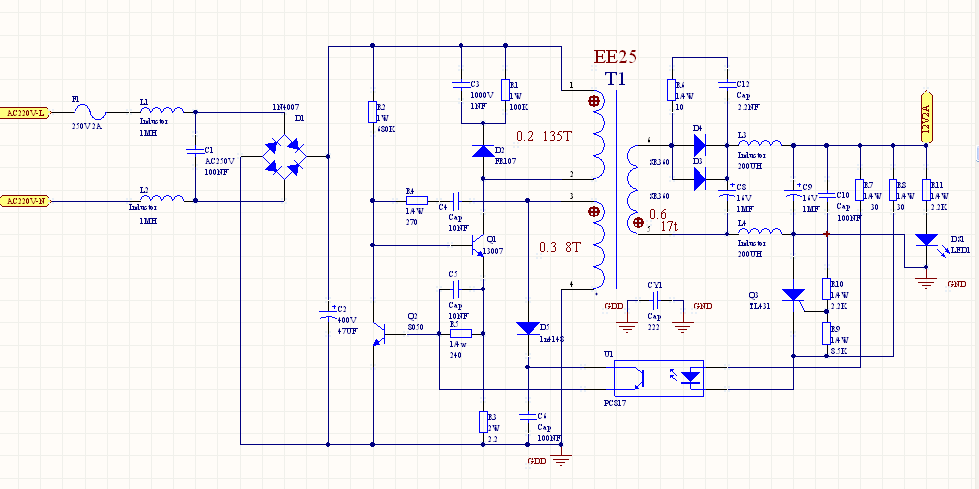
变压器的啸叫声主要是由于变压器的激磁成分中含有低频振荡,使得磁芯的磁分子在这个低频磁场下运动,产生机械振动,从而引起周围空气的振动。由于人耳的可闻频率大约在20Hz到20kHz,如果这个空气的振动在此范围内,最终传到人耳朵而被听见。 [详情]
-
随着大型地面电站的容量越来越大,施工量越来越大,对电站建设效率的要求也越来越高,传统的建站方案无法满足快速建站的普遍需求,于是一种集装箱式逆变器解决方案被迅速推广和应用,它就是兆瓦级箱式逆变站。 [详情]
-

内雕是以激光机将一定波长的激光打入玻璃或者水晶内部,令其内部的特定部位发生细微的爆裂形成气泡,从而勾勒出预置形状的一种加工工艺,也泛指以这种工艺加工出来的工艺品。 [详情]
-

在机械指令中规定就意味着对于人体工程学的评估以及在设计机器或改造机器时实施良好的人体工程学设计有了更大的需求。 [详情]
-

宽带光源和短波光源在物理、化学、材料科学、信息通信和处理等方面有着广泛的应用需求,二次谐波和三次谐波产生等非线性光学过程是扩展激光频谱范围的有效方法。 [详情]
-

做为国内语音识别技术最领先的公司,科大讯飞在车载蓝牙语点产品上充分发挥了他的技术优势,蓝牙语点对于驾驶者来说功能非常实用,它的出现驾车时需要接听电话或拨打电话更加安全,是一件难得的安全驾驶解决方案产品 ,小编带你看看它的真面目。 [详情]
-

全球领先的电力和自动化技术集团ABB将为迄今最先进的港口破冰船提供电力推进、自动化系统和涡轮增压系统。通过配备四台适用于破冰作业的Azipod推进系统,以及可提高船上配电效率的直流电网,新船将能最大限度提高燃油效率和操控性能。主发动机将配备业界最先进的二级涡轮增压系统Power2 800-M,实现最高效的涡轮增压效率。[详情]



