-

介绍了板坯连铸机的自动化控制系统,并对系统中的数据通讯、画面监控、中间罐水平、二冷水流量的控制及系统的监控等进行了说明。 [详情]
-

本文介绍了欧姆龙3G3JV变频器的特点和细纱机的具体工艺要求,具体讨论了细纱机的电气控制系统的组成和实际的工作工程,详细说明了PLC和变频器在细纱机中应用的工作原理、控制方式和运行效果,阐述了变频器在实际应用设计中应注意的问题。 [详情]
-

目前,国内DCS控制系统得到广泛应用。在华蓥山电厂2×100 MW机组DCS改造项目中,将锅炉定期排污程控纳入DCS控制系统,经过精心设计和调试,获得了成功。本文讲述其实施过程,给大家带来经验的分享。 [详情]
-

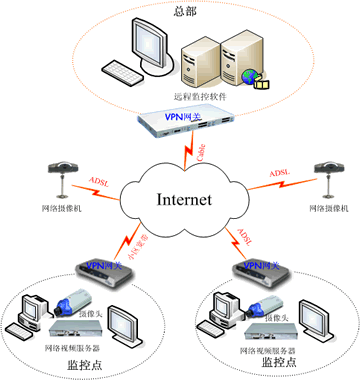
"本文所研究的城市污水进行集中控制系统,主体控制部分采用可编程序控制器、一些传感器和计算机,网络技术租用电信的VPN; 该系统在桂林市经过近两年的现场投入应用表明,稳定可靠,自动化程度高,为桂林市排水公司带来了很大的经济效益,正在往社会推广。" [详情]
-

"本文详细叙述了GLM-8型行架式刮油刮渣机工艺流程、自动控制系统说明。同时,总结了采用GLM-8型行架式刮油刮渣机进行污水处理所取得的经济效益和社会效益。" [详情]
-
随着国家节能减排政策的提出和工业自动化水 平的提高,以及越来越多的厂家要求尽量降低设备的损耗,进而适当减少设备维护费用,如何合理的使用、维护设备已成为关键,而单纯的采用人工方式记录设备故 障、设备使用时间,以及人工切换设备已经不能满足上述要求。本文以某煤矿空气压缩机远程监控系统项目为例,介绍了基于PLC的远程监控系统在空气压缩机自动控制的应用。 [详情]
-

随着工农业生产的发展,微波技术在食品干燥中的应用越来越广泛。这是由于微波干燥方法与其他干燥方法相比具有以下一系列的优点。微波干燥的特点是:加热干燥时间比较短;在物料合适的条件下对食品的加热比较均匀;[详情]
-

机器学习技术在基因大数据处理上的大量应用,积累了前所未有的知识。这些全新的知识及组合为医疗界打开了一扇新世界的大门,使得医学工作者对许多疾病的认识、筛查和治疗都有了新的渠道和信息。 [详情]
-

本文只以小车电动机的控制为例来分析系统的硬件构成和软件设计。其它电动机制控制原理相同,只是电动机工作状态和工作过程稍有区别,只需在此基础上略作修改即可。 [详情]
-
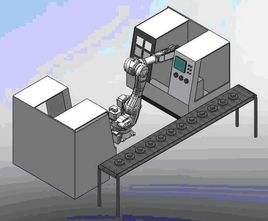
介绍了一种基于西门子PLC控制的气动机械手的工作原理、气动系统的设计方案、PLC部分顺序功能图和程序。体现了PLC和气动机械手在工业生产中的重要作用。 [详情]
-

针对矿用皮带硫化机自动化程度不高、操作复杂及时操作技能依赖性过多的不足,设计了采用西门子PLC及HMI(人机界面)组合的方式,实现操作控制的自动化;该方案采用2层模块化设计结构,具有“选择”和“填写”两种方式,通过不同的“选项”,能够适应各种型号皮带的硫化禽求,使生产管理和控制性能更合理、更人性化;采用该方案不仅提高了硫化品质,减少了对职业技能的依赖,而且还便于及时排查故障,保证硫化任务顺利高效地完成。 [详情]
-

本文利用数控系统中的特殊功能指令编写数控加工程序,可以达到简化数控加工程序,提高编程效率的目的。该文通过实例,介绍了FANUC 系统中可编程参数自动设定指令G10 与系统中宏指令在数控编程中配合使用的方法和技巧,可为特殊零件的数控加工程序编制提供参考。 [详情]
-

本文简要介绍PMAC运动控制器及基于PMAC的软件PLC的特点,详细介绍软件PLC中边沿触发功能的实现及应用实例。 [详情]
-
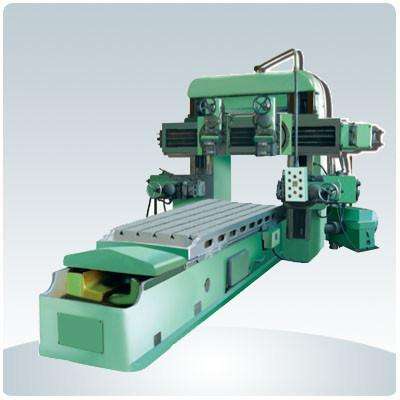
采用PLC和变频器对龙门刨床电气主拖动系统进行改造,根据龙门刨床电气主拖动系统的控制要求,对龙门刨床电气主拖动系统进行了设计,改造后的龙门刨床具有结构简单、运行可靠和和维护方便等优点。 [详情]
-

本文通过分析变频调速技术在通用桥式起重机中的应用,根据其原有的控制结构,综合组态软件和PLC、变频器技术。提出了一个基于PLC控制变频器技术的系统控制结构,并且采用此体系结构进行了对桥式起重机变频调速控制的研究。 [详情]



