-

机器人光纤激光切割机是一种精度要求较高的激光加工方式,一般情况下,机器人激光切割误差分为几何误差和非几何误差。 [详情]
-

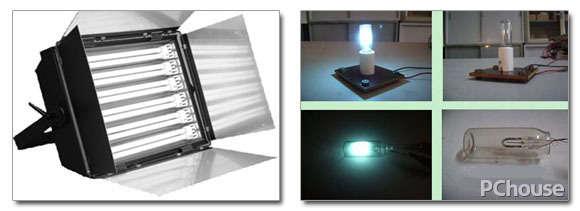
玻璃的折射率为1.5,反射偏振最大入射角为56。,即光线以56o的入射角从玻璃表面所反射的光几乎全部是偏振光。 [详情]
-

焊接机器人应用技术是机器人技术、焊接技术和系统工程技术的融合,焊接机器人能否在实际生产中得到应用,发挥其优越性,取决于这几方面技术的共同提高,而系统工程技术是机器人技术和焊接技术的粘合剂。 [详情]
-

焊接是工业生产中非常重要的加工方式,但由于焊接烟尘、弧光和金属飞溅的存在,焊接的工作环境非常恶劣。随着人工成本的逐步提升,以及人们对焊接质量的精益求精,焊接机器人得到了越来越广泛的应用。 [详情]
-

喷涂机器人的大量运用极大地解放了在危险环境下工作的劳动力,也极大提高了汽车制造企业的生产效率,并带来稳定的喷涂质量,降低成品返修率,同时提高了油漆利用率,减少废油漆、废溶剂的排放,有助于构建环保的绿色工厂。 [详情]
-
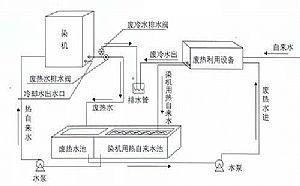
总结了对锻造加热炉烟气余热进行回收利用节能改造的经验及效果。通过采用碳化硅质陶瓷空气预热器替代原有的不锈钢空气预热器, 提高空气预热温度, 提高烟气的热回收效率。 [详情]
-

焊接机器人应用技术是机器人技术、焊接技术和系统工程技术的融合,焊接机器人能否在实际生产中得到应用,发挥其优越性,取决于这几方面技术的共同提高,而系统工程技术是机器人技术和焊接技术的粘合剂。 [详情]
-
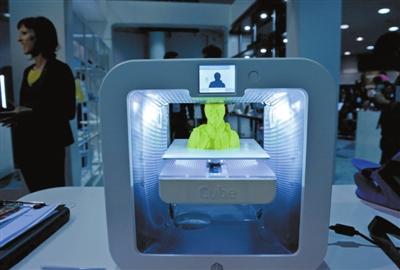
金属3D打印机是对金属粉末作选择性烧结层积。目前的烧结热源以激光束型和电子束型两种方式为主流。两种方式的输出功率和扫描速度不同,而导致层积面整体是否会一层一层预热的巨大差异。 [详情]
-

根据美国研究机构一项新的调查表明,商用建筑中的蓄能市场将成为未来行业发展的主要推动力。关注商用建筑的能效问题、智能电网技术的日臻成熟以及可再生能源的利用等因素极大地推动了在商用建筑中使用蓄能技术的可能。 [详情]
-

要提高PLC控制系统可靠性,一方面要求PLC生产厂家提高设备的抗干扰能力;另一方面,要求设计、安装和使用维护中引起高度重视,多方配合才能完善解决问题,有效地增强系统的抗干扰性能。 [详情]
-

中国原子能科学研究院与大连博恩坦科技有限公司日前就第四代核电技术快中子反应堆堆芯控制棒、补偿棒组件项目签署了《战略合作框架协议》。 [详情]
-

日本Touchence公司近日设计出世界上第一个转为机器人设计的软式触摸传感器。 [详情]
-

目前单片机在电子产品中已得到广泛应用,许多类型的单片机内部已带有A/D转换电路,但此类单片机会比无A/D转换功能的单片机在价格上高几元甚至很多,本文给大家提供一种实用的用普通单片机实现的A/D转换电路,它只需要使用普通单片机的2个I/O脚与1个运算放大器即可实现。 [详情]
-
西门子非常支持并拥护中国政府制定的节能环保目标;工业能耗占中国总能耗的70%,因此工业领域的节能对全国节能工作而言意义重大 [详情]
-

西门子股份公司工业业务领域总裁鲁思沃博士于2011年7月4-5日对中国进行了为期两天的访问。西门子东北亚区工业业务领域总裁吴和乐博士全程陪同鲁思沃博士的访问。 [详情]



