-
随着机械技术不断发展,在现代机械加工中越来越多企业引入加工中心、数控车床、数控镗铣床等数控加工设备,从而使数控刀具代替传统刀具,被大量应用在生产的第一线中,成为数控加工中的主要角色。[详情]
-
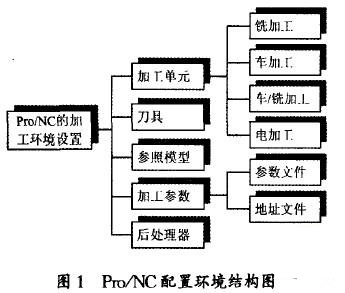
Pro/NC是美国参数技术公司(PTC)用于加工的核心模块,高度继承了PTC公司全线产品的特性,具备全部关联和同一核心数据库,因此保证了在加工程序设计过程的高效性。[详情]
-
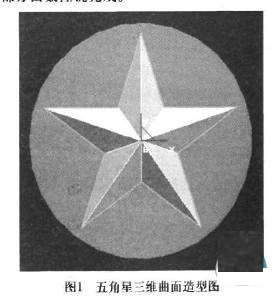
底座模具型腔的三维图如图1所示,长方体结构,最大轮廓尺寸360x238x70mm,上顶面居中开设型腔,型腔部分比较陡峭并且圆角光滑过渡,型腔最深处53mm,其余面为平面,材质为P20。[详情]
-
近年来,随着经济高速发展,为提高竞争力,企业自觉地应用高新技术来改造传统产业,数控机床在机械制造加工业中得到了越来越广泛的应用。[详情]
-
目前CNC加工中心在现代数控加工行业逐渐广泛使用。因为其带有刀库能实现自动换刀,减少人为换刀麻烦,并且可以减少工件装夹次数,所以大大提高了加工精度,提高同批零件尺寸的一致性,因此CNC加工中心越来越受到批量加工的厂家喜爱。[详情]
-
数控机床是综合应用微电子、计算机、自动控制、自动检测以及液压传动和精密机械等技术的最新成果而发展起来的完全新型的机械加工设备。[详情]
-
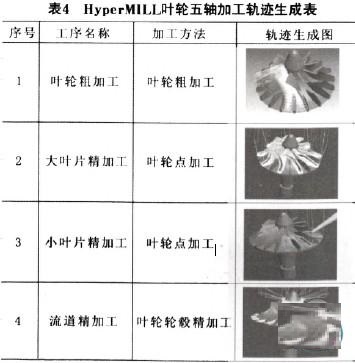
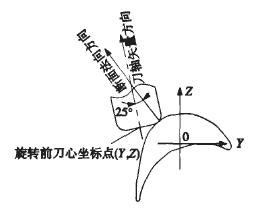
五轴加工技术充分利用刀具的最佳切削点或通过进一步优化刀具和工件的位姿角来进行切削,从而获得更高的切削效率和更好的加工表面质量。[详情]
-
后置处理是数控加工自动编程中需要考虑的一个重要问题。将原刀位数据文件转变成指定机床能执行的数控程序的过程称为后置处理。[详情]
-
MasterCAM是一种基于PC平台的CAD/CAM软件。MastercAM提供了多种先进的粗加工技术,以提高零件加t的效率和质量。[详情]
-
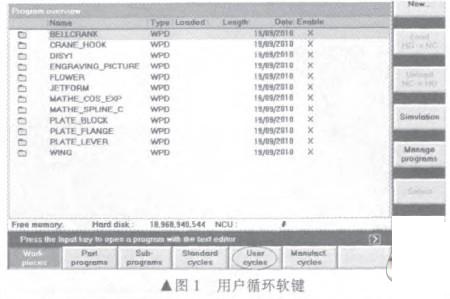
在系统编程区域的水平软键中,西门子提供了一个专用的用户循环菜单(如图1),在该菜单下的用户循环程序(变量子程序)。可不在主程序中声明而直接调用。[详情]
-
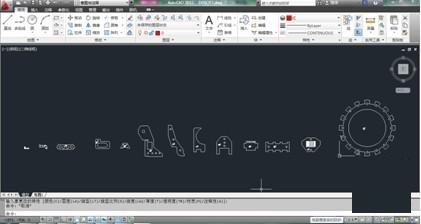
在中国,中小型企业占着市场的主要份额.这些中小型企业里,图纸正常是以成套产品来摆放.其电子档也归结于存在一份DWG或DXF的图中.如图一.那如何对此图做零件的分类以及每个零件的材质,厚度,需求数量又从哪儿取得呢?如何做到一一对应呢?[详情]
-
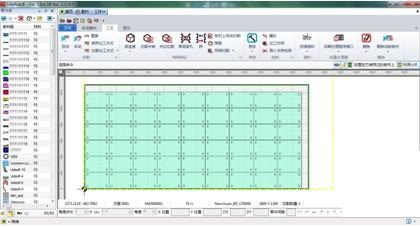
常规的板材切割,是切割完一个零件后再切割另外一个零件,如果两个零件的边有公共部份,则利用共边切割的方法只进行一次切割就可以完成,这不但能提高切割效率,而且还能节省切割成本。[详情]
-
高效、高精度是数控机床切削加工永恒的目标。实现切削过程的自适应控制是保证高效、高精度加工的关键。由于切削力比其他信号,如切削功率、扭矩等,更能快速准确地反映加工过程的状态变化,且技术成熟。[详情]
-
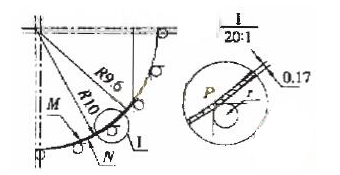
在数控车床使用过程中,为了降低被加工工件表面的粗糙度,减缓刀具磨损,提高刀具寿命,通常将车刀刀尖刃磨成圆弧形,圆弧半径一般在0.4~1.6mm之间。 [详情]




