-

通过基于特征的快速编程平台的研究与开发,实现了在异构环境下的数据共享,实现了工艺技术数字化、信息集成化、过程敏捷化,为企业大型数控机加件的数控编程提供了一种高效高质量的方法与手段。 [详情]
-

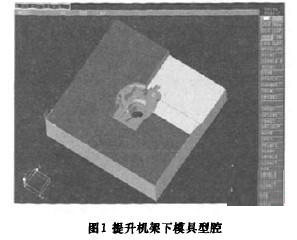
电火花机放电加工时须用电极,电极主要用于模具的型腔、型芯加工,其材料主要是紫铜和石墨,一个完整的电极应该由电极头、避空直身位、基准板3部分组成。手机上盖型芯的结构相当复杂,精度要求也比较高,模具中多处部位需要拆电极。[详情]
-

后置处理是数控加工自动编程中需要考虑的一个重要问题。将原刀位数据文件转变成指定机床能执行的数控程序的过程称为后置处理。[详情]
-
随着加工中心的广泛使用,作为核心制造资源之一的数控刀具在数量与种类上急剧增加。同时,刀具的整个生命周期涉及到企业多个部门,各部门之间通常缺乏统一、高效的刀具信息管理,造成了刀具信息在企业内流通环节上的滞后,导致资源的浪费与生产的延误。[详情]
-
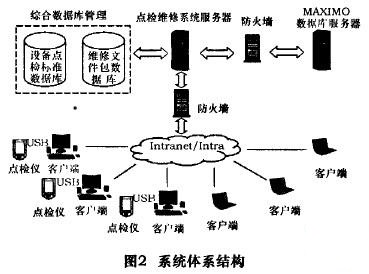
面对日益激烈的市场竞争,对于企业来说,设备维护已不再简单地仅仅属于成本范畴,而是企业获取利润的重要战略工具。[详情]
-
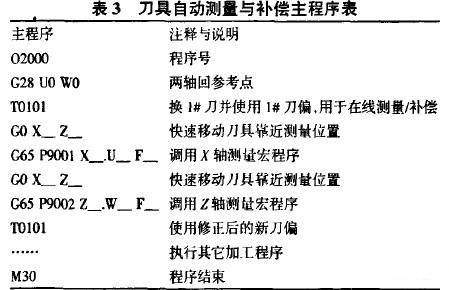
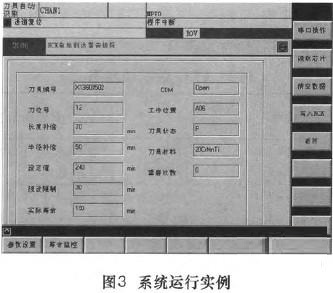
在机械加工中,刀具磨损在所难免,而刀具的磨损将使加工零件的尺寸发生变化,所以当刀具切削一定时间后,必须对刀具磨损值进行适当调整,但传统的测量与补偿操作均由人工完成。[详情]
-
Cimatron it软件中WCUT工序在复杂型腔加工中的应用
三轴铣削加工方式支持三个坐标轴联动,可解决一般的曲面加工问题。在模具加工中,三轴加工是使用最多的一种加工方式,同时也能解决绝大部分的模具铣削加工问题。[详情]
-

现代机械制造技术提出了许多新的和更高的要求。这对加工设备不仅提出了精度和效率的要求,而且也对其提出了通用性和灵活性的要求。[详情]
-
我国独创的高速走丝电火花线切割机床,是目前使用的主要机种,但由于高速走丝线切割机床一般采用3B加工代码,使一般的图形化编程系统如UG,MasetrCAM无能为力。[详情]
-
数控技术是运用数字化信息技术手段对机床机械的运动方式及工作状态进行控制的技术,它集合了传统的机械制造、自动控制、集散控制、网络通信、计算机监测控制等技术,具有生产效率高、加工精度高、操作高度自动化等优点.[详情]
-
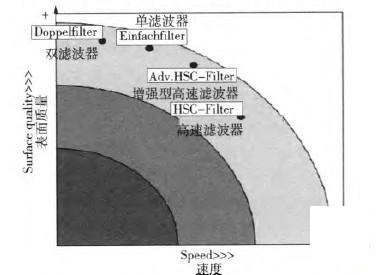
按材料切除率和加工精度,切削加工主要分为粗加工、精加工、半精加工三类,由于三类加工方法,在实际加工过程中追求的侧重点不同,对于数控系统的加工参数的要求也不同。[详情]
-

本文拟从数控加工过程中影响工时消耗诸要素出发,通过对数控加工过程的工时消耗分析,研究数控加工时间消耗规律,从而在理论和实践上对数控加工时间数据采集进行进一步研究和探讨,旨在给人以共性和规律性的认识。 [详情]
-

激光跟踪仪被誉为移动式三坐标测量机,它是基于球坐标系的便携式坐标测量系统,具有测量精度高、实时快速、动态测量、便于移动等优点。 [详情]
-
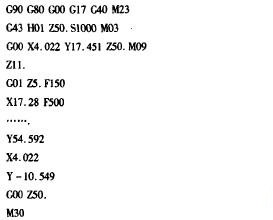
随着数控技术的发展,自动编程技术的应用越来越普遍。Cimatron是自动编程应用最广泛的CAD/CAM软件,NC程序的自动生成受软件后置处理功能的控制,不同的数控系统对应着不同的后处理文件,其生成的NC代码格式也不相同。[详情]
-
采用可变轴曲面轮廓铣进行曲面精加工,驱动方法选择“曲面”方法,刀轴方向为“侧刃驱动体”.投影欠量为“垂直于驱动体”,刀具采用D10R2圆角刀。[详情]



