-

合理的刀具选型和优化的加工方法,对于提高加工效率和延长刀具寿命非常重要,特别是在加工难加工材料航空零部件时更为重要。一种高品质的难加工材料刀具,必须具备超细晶粒刀具基体、锋利的切削角度、强壮的切削刃口、耐热的表面涂层等。 [详情]
-

而所谓刀具选择的经济型原则,是指以增加收入、减少支出为选择刀具的主要原则。 [详情]
-

定位精度是数控加工中心位置精度中的一项重要指标,在精密加工中,定位误差占加工精度的一半以上,采用激光干涉仪检测定位精度,并通过检测数据来对数控加工中心进行补偿。[详情]
-

本文以曲面复杂的风机叶片为研究对象,采用逆向工程技术,利用接触式三坐标测量仪对风机叶片数据进行采集处理,通过点云数据测量、预处理、自由曲面重构等技术,进行风机叶片实体模型生成及数控模拟仿真,为风机叶片的高效生产奠定了基础,具有一定的应用价值和实际意义。 [详情]
-

随着经济全球化、信息和服务网络化,网络化设计制造已代替技术手段落后、生产效率低、管理维护费用高的单机生产及管理模式而成为当前制造业的主要生产形式。[详情]
-
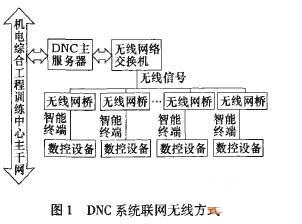
计算机技术、网络技术以及数控设备的快速发展,给制造业带来了一场新的变革和重大影响。[详情]
-
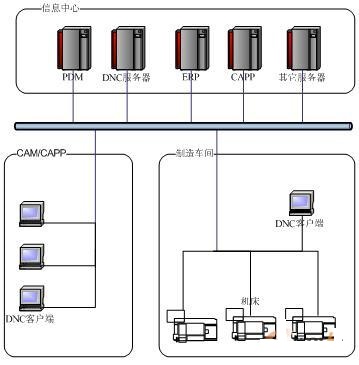
在计算机技术和网络技术迅猛发展的今天,现代制造业日益体现出智能化、网络化、集成化、创新和信息化(5I,Intelligence、Internet 、Integration 、Innovation&Information)的特点。[详情]
-
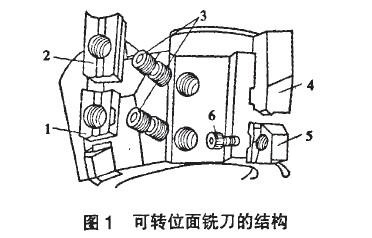
数控铣削时,每个刀齿都在间歇地工作,属于断续切削,刀齿在切人和切离被切金属层的过程中,受到机械冲击和周期加热、冷却的热振冲击,会导致刀齿的微小崩刃、破损,使刀具寿命降低,甚至不能正常使用。[详情]
-

有3台加工中心,是使用没有减速挡块的绝对位置检测器的设备,使用不到1年,加上假期设备停用,上班开机后,有两台机床开机显示Ds306、DS307报警。故障原因是串行脉冲发生器内的机床的绝对位置数据被丢失,需要进行无挡块参考点设定。[详情]
-
对现有的旧机床进行电气化改造,使其成为一台高效、多功能的机床,是一项投资少,见效快,盘活存量资产的有效方法,也是低成本实现自动化的有效方法,也是在短期内提高我国机床的数控化率的一条有效途径。[详情]
-
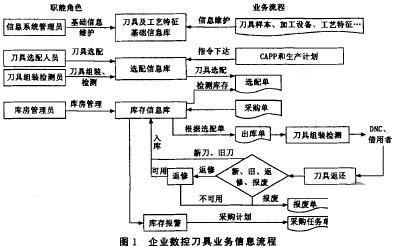
随着我国制造业现代化步伐的推进,数控机床已经成为大部分制造加工企业的主要加工设备。现代制造企业生产规模越来越大,加工设备和产品种类也越来越多,生产过程中需要采用各类标准和非标准的刀具,这些刀具的特点是规格多、品种多、数量大、精度高。[详情]
-
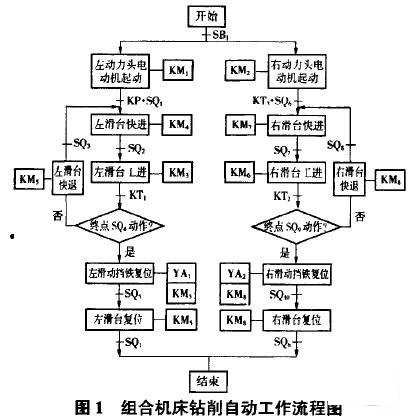
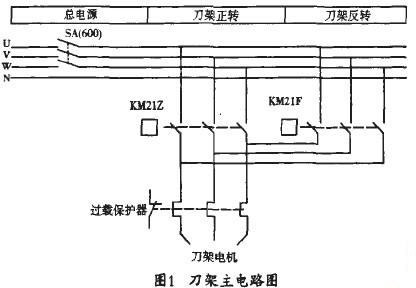
随着PLC技术在机电一体化、工业自动化控制等领域的广泛应用,用PLC取代机床传统的继电器硬接线控制已成趋势。[详情]
-
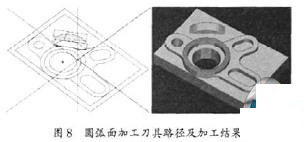
MasterCAM是美国CNC Software lne公司开发的款功能强大的CAD/CAM软件,它把CAD造型和CAM数控编程集成于一个系统环境中,叫完成零件的几何造型,刀具路径生成,加上模拟仿真、数控加工程序生成与数据传输。[详情]
-
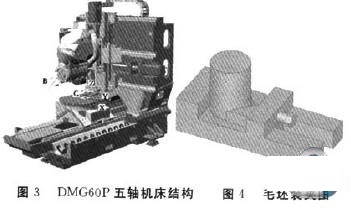
五轴加工技术是现代制造业生产中的高端技术,在复杂高精度零件生产中占有极其重要的地位。随着现代制造业的不断发展,五轴加工技术因为其可以缩短施工准备周期、降低工装成本及提高生产效率等方面成效显著,在机械、航天、汽车、机车零件加工领域的应用日趋广泛。[详情]
-
随着机械技术不断发展,在现代机械加工中越来越多企业引入加工中心、数控车床、数控镗铣床等数控加工设备,从而使数控刀具代替传统刀具,被大量应用在生产的第一线中,成为数控加工中的主要角色。[详情]



