-
一、阿钢公司介绍阿钢是西林钢铁集团有限公司控股的子公司,位于距省城哈尔滨东南22公里的阿城市。企业按照总体规划,以轻轨和矿用钢等系列产品为主导,开发研制出XY30高性能超低温新钢种,成为铁道部重点推广产品已投入青藏线使用。目前阿钢炼钢厂拥有国内先进的60 吨超高功率直流电弧炉2座,75吨LF钢包精炼 [详情]
-
安邦信AMB-HVI-3550KW高压变频器在水泥旋窑风机应用
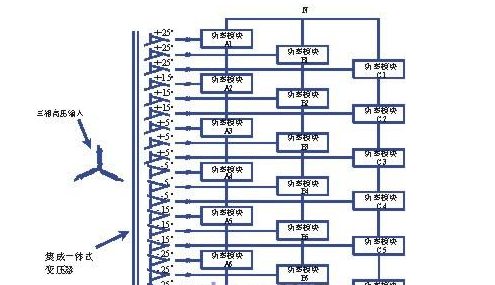
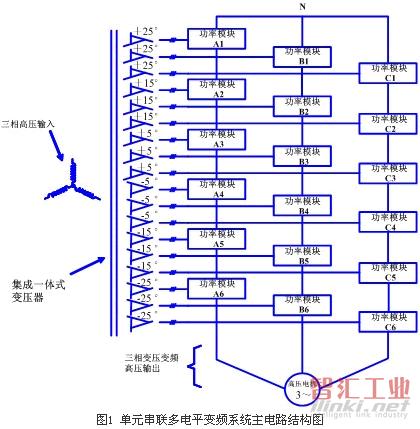
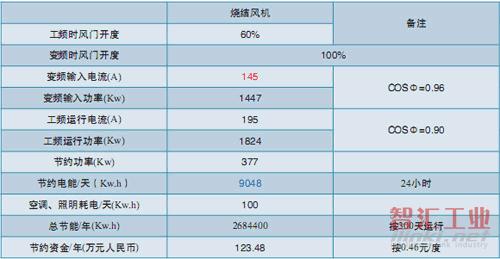
本文介绍了安邦信电子有限公司多电平高压变频器在天山水泥厂风机节能改造中的应用,分析了变频系统的工作原理和风量的闭环控制方法,结果表明变频技术可以达到有效节能的目的。 [详情]
-
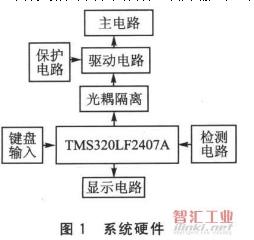
常见的AC/DC/AC变频器,是对输出部分进行变频、变压调节,而且在多种逆变控制技术中,应用最广泛的一种逆变控制技术是正弦脉宽调制(SPWM)技术。本文介绍了基于DSPTMS320LF2407A并使用SPWM控制技术的全数字单相变频器的设计及实现方法,最后给出了实验波形。 [详情]
-
变频调速装置可优化电动机的运行状态,大幅提高其运行效率,达到节能目的。过去受价格、可靠性及容量等因素限制,在我国风机市场上一直未能得到广泛应用。近年来,随着电子器件和控制技术的迅速发展,高压变频器的价格不断下降,可靠性不断增强,且模块化的设计使其容量几乎不受限制,相应地高压大容量变频器也被逐步大量应 [详情]
-
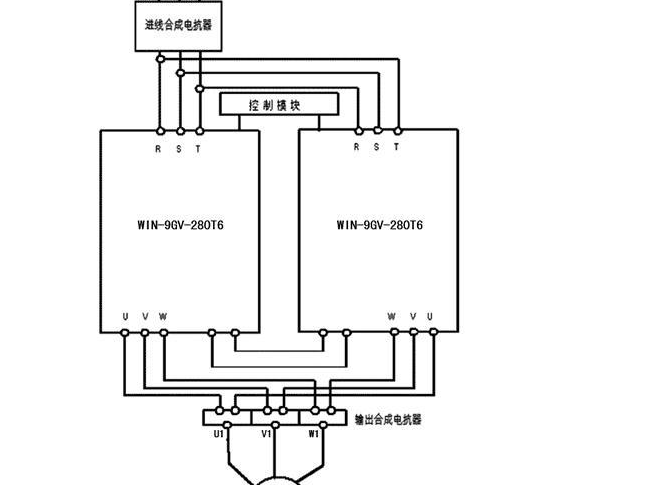
一、引言 在国内通用低压(AC1000V以下)传动市场上,多数变频器生产厂家一般只生产315KW以下的机型,对于更大功率(355-1000KW)等级的电机,很多厂家都束手无策或者采用国外的产品,深圳微能科技公司针对市场上客户的需求以及目前国内在这一领域上的空白,组织研发力量进行研发,于2005年底 [详情]
-

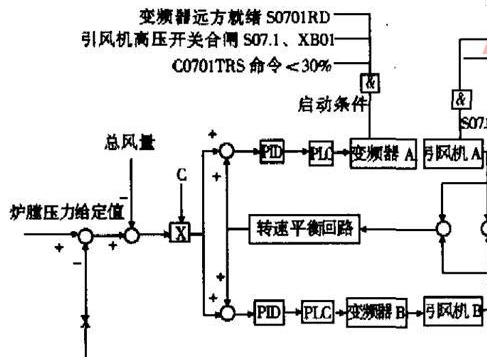
摘要:本文介绍了微能高压变频调速装置工作原理、在国惠供热有限公司锅炉循环水泵和引风机上的高压变频调速装置的应用以及技术和经济分析。关键词:微能高压变频器、节能、应用一、引言绿色环保节能是现代化城市必须考虑的,特别是大型城市的供水供热,拥有许多高压电机拖动的设备,主要是以高压大功率的风机和水泵为主,整 [详情]
-
变频调速技术现已被应用于各行各业 [详情]
-
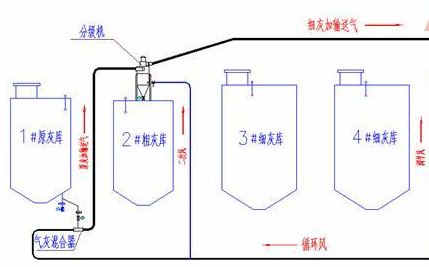
项目简介 实施地点:上海,建设单位:上海宝同实业有限公司 行业背景:分级、分选粉煤灰是实现粉煤灰资源化的关键,是有效利用各粒级特性的重要技术措施。粉煤灰的气力分级和分选涉及到粉体的输送、分级、收集、除尘等气—固两相流的多项粉体技术,其规模庞大、需与生产在线配套,分选生产的粉煤灰产品质量又 [详情]
-

1 引言 随着物流业的飞速发展,现代企业对物流的合理化和效率要求越来越高,自动化立体仓库已经成为现在物流发展中的重要环节和企业物流及生产管理不可缺少的重要手段。北京起重运输研究所自上世纪70年代开始研发我国第一座自动化立体仓库到目前为止已经成功承建上百座大型自动化立体仓库项目,涉及的行业包括IT、 [详情]
-

现今,节能降耗已成为我国的基本国策。煤矿企业既是产能大户,又是耗能大户,许多煤矿企业都非常重视高耗能用电设备的节能改造工作。 [详情]
-

随着国民经济的迅速发展,特别是世贸组织的加入和市场竞争的加剧,能源问题已经显得尤为突出,节能减排的大力投资成为各个行业提高市场竞争力新的亮点。 [详情]
-

一、矿井和矿用对旋轴流通风机概述星村煤矿位于山东省曲阜市境内,生产系统按照120万吨/年装备,为全隐蔽型井田。井田内主要有第四系、侏罗系和石炭二叠系含煤地层,煤层埋藏较深,采用立井开拓方式。矿井通风方式采用中央并列式。副井进风,主井回风。两台对旋轴流风机,一用一备。将一个叶轮装在另一个叶轮的后面,而 [详情]
-
摘 要:本文介绍了安邦信电子有限公司多电平高压变频器在天山水泥厂、江苏长强钢厂、扬子水泥有限公司、联勤不锈钢厂、重庆富皇水泥厂和沛称煤矿风机节能改造中的应用, [详情]
-
安邦信AMB-HVI高压变频器在高压同步电机改造中的应用 [详情]
-
一.引言集中供热是城市能源建设的一项基础设施,它是以热水或蒸汽作为热媒,通过热网向城镇或区域用户供应热能的方式。呼和浩特如意经济技术开发区作为国家级经济技术开发区,总规划面积10.97平方公里,随着本次集中供热工程的建设,将取缔供热范围内所有分散的燃煤供热小锅炉,避免了因大量新增热负荷而将要建设的小 [详情]



