-

UniMATUN200系列PLC模块在全自动喷码包装线中的应用
在我国电子行业及规范产品行业都需要,喷码,出货扫描及包装工艺,其大部分厂家还处人工作业,人工作业面临的不仅仅是效率问题还有扫描链接重扫出错而无法从良品中找到出错码制的产品。因此使用全自动流水线在大大提高效率的同时也提高生产质量。下面就来介绍UniMAT产品在整个自动化线上的应用。 [详情]
-

电梯控制系统主要由调速部分和逻辑控制部分构成。调速部分的性能对电梯运行时乘客的舒适感有着重要作用,目前,大多选用高性能的变频器,利用旋转编码器测量曳引电机转速,构成闭环矢量控制系统。通过对变频器参数的合理设置,不仅使电梯在运行超速和缺相等方面具备了保护功能,而且使电梯的起动、低速运行和停止更加平稳舒 [详情]
-
借助于CAPP系统,可以解决手工工艺设计效率低、一致性差、质量不稳定、不易达到优化等问题。也是利用计算机技术辅助工艺师完成零件从毛胚到成品的设计和制造过程,它也是信息化在机械行业的重要体现。 [详情]
-

-SeayCo Integrators公司帮助配送中心实现99.5%的读取准确率并令传送带的速度为原来的2倍通过使用先进的生产控制与信息系统,总部位于乔治亚州的SeayCo Integrators公司已经成功地帮助一个原材料处理客户在其配送中心实现了99.5%的读取准确率。SeayCo公司是一家为成 [详情]
-

变频器因其在交流调速领域的广阔应用前景从问世以来一直是各方面关注的焦点。低压变频器的技术发展已相当成熟,在节约能源方面已取得了很大成效。现在,中高压变频器因其在节约能源方面的巨大潜力成为了各国研究的重点。 [详情]
-
激光切割是激光在材料加工领域应用最广范,激光可切割各种材料,如金属、非金属和有机物。 [详情]
-

激光焊接技术是集激光技术、焊接技术、自动化技术、材料技术、机械制造技术及产品设计为一体的综合技术。 [详情]
-

激光具有多种焊接功能,如点焊、热导焊、深熔焊和复合焊。由于激光焊接的好处很多,因而各行各业几乎都可用到。 [详情]
-

河北吉藁化纤蒸球自动化改造项目蒸煮工段PLC采用西门子S7-300 CPU和欧辰公司SOFTLINK 300系列的输入、输出模块。系统可适应现场高温、高湿及有大功率电机运行的恶劣环境条件,提高生产效率。 [详情]
-

本案例主要介绍了欧辰softlink 300系列模块在冶金行业-焙烧中的应用,控制系统采用西门子S7-300系列的 315-2DP作为主控制器并配合欧辰SOFTLINK 300兼容模块及金属风暴系列DP总线连接器构成。系统可适应焙烧恶劣的环境,表现出高稳定性。 [详情]
-

本案例主要介绍了欧辰SOFTLINK 200系列模块在精密涂布机上的应用,控制系统采用西门子214CPU ,数字量和模拟量扩展模块采用SOFTLINK 200系列模块,可满足涂装生产线涂层厚度精确控制的要求。 [详情]
-

此案例主要介绍了欧辰公司SOFTLINK S7-300兼容模块在棒材生产线的应用,该控制系统硬件包括SIEMENS公司S7-300/400系列PLC并配以SOFTLINK远程IO模块,针对基于PROFIBUS-DP网络通信的全数字装置而设计,基础自动化系统与传动系统之间完全通过网络交换信息,构成全数 [详情]
-
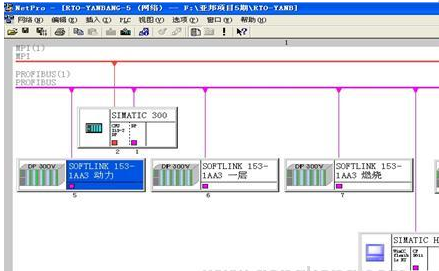
此案例主要介绍了SONFTLINK 153和300模块在常州亚邦化学顺酐尾气处理单元中的使用,给出了SONFTLINK 153DP从站模块在STEP 7中组态过程。本国产化方案比以往使用的DP系统工程造价总体大约降低了30%左右。 [详情]
-

本案例主要介绍了IDEABOX控制器在四轴全伺服往复式自动喷涂机中的应用,这是一种全新的解决方案。 [详情]
-

欧辰SOFTLINK300兼容模块系列及总线连接器在煤矿工程中应用
本案例主要介绍了欧辰公司SOFTLINK 300I/O数字量输入、输出模块;模拟量输入模块及总线连接器在煤矿工程中应用,SOFTLINK 300多功能模拟量模块不需要进行硬件跳线设置,并且具有每个通道的错误指示,可以与西门子 PLC的CPU模块配合构成基于PROFIBUS-DP的控制系统。 [详情]



