-
高压交流变频调速技术是上世纪90年代迅速发展起来的一种新型电力传动调速技术,主要用于交流电动机的变频调速,其技术和性能胜过其它任何一种调速方式(如降压调速、变极调速、滑差调速、内反馈串级调速和液力耦合调速)。变频调速以其显著的节能效益、高精确的调速精度、宽范围的调速范围、完善的电力电子保护功能,以及 [详情]
-
利德华福高压变频器在焙烧烟气净化引风机控制系统中的应用 [详情]
-
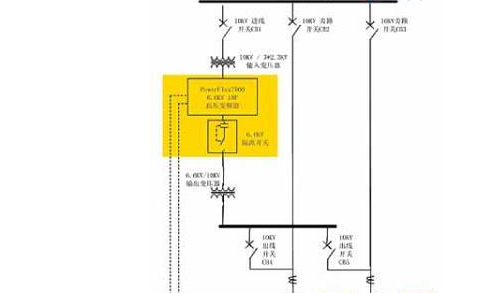
罗克韦尔PowerFlex7000中压变频器应用于宝钢烧结主排风机起动装置改造
一、前言宝钢二期烧结工程主排风机设备1991年投入运行。主排风系统由2台21000m3/min风量,17.64kPa (1800mmWG)静压差的双吸入离心式风机机组组成,主拖动电机为2×7800kW,10kV无刷励磁同步电动机,2台电机共用一套3.4MVA变频软起动装置起动。该装置19 [详情]
-

数控机床的技术水平高低及其在金属切削加工机床产量和总拥有量的百分比,是衡量一个国家国民经济发展和工业制造整体水平的重要标志之一。数控车床是数控机床的主要品种之一,它在数控机床中占有非常重要的位置,几十年来一直受到世界各国的普遍重视,并得到了迅速的发展。 主轴是车床构成中一个重要的部分,对于提高加工效 [详情]
-

拉丝机是金属线材加工中的重要设备,其生产质量和效率对于企业来讲至关重要。一般来讲,拉丝机可分为滑轮式、活套式、直线式三种。随着生产技术的发展,电气控制中交流变频技术和PLC程序控制已逐步取代直流传动和力矩电机,确立了主导地位。下面以山东某通讯电缆有限公司拉丝机的改造为例,介绍酷马Q9000-C系列变 [详情]
-

一、引言 随着社会的进步,工业自动化产品的性能日益加强,而价格也因电子技术的高速发展而不断下降。对原有设备的电气控制可以以高性价比进行改进,通过采用先进的控制技术和驱动技术,使设备的运行更加节能,高效,安全,可靠。二、系统控制方案 1、控制系统功能要求: 浮坞门座式起重机为例介绍,应用于某船厂码 [详情]
-
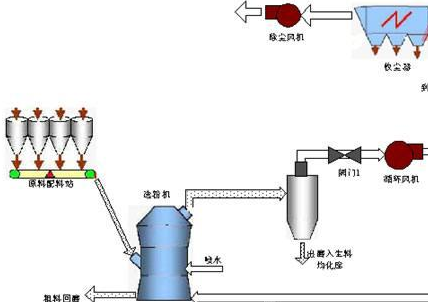
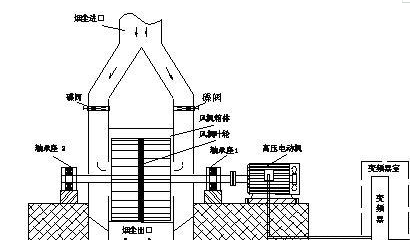
一、前言; 目前,随着企业竞争的日益加剧,生产成本的高低决定了企业在市场竞争的地位,特别是水泥生产企业,很大一部分花在能耗上,降低水泥生产过程中的电能消耗越来越引起了业界的重视.在水泥生产过程中,风机被大量的采用于工艺流程上,而风机负载耗电量较大,起动电流较高,同时用电动阀门、挡风板等装置来调节风量 [详情]
-

工业能耗占全国能源消耗的70%,在工业企业中进行“节能减排”已成为政府和企业的工作重点,炼化企业作为耗能大户,其能耗水平在我国各耗能行业中仅次于冶金、建材、化工、电力,位列第五。中石化石家庄炼化分公司是一家拥有500万吨/年常减压蒸馏、200万吨/年重油催化裂化、80万吨/年 [详情]
-

SNCF(法国国营铁路公司)的新“东欧技术中心”安装了一个世界上最强大的起重系统。该系统的同步起重线可提起一列完整的TGV火车组—长约200米,重约386吨—短短10分钟内即可达到1毫米的精度,从而使传动装置的维护成为可能。此起重系统是使用艾默生CT Unidrive SP AC驱动器配合关联公司L [详情]
-

本文介绍了威尔凯电气(上海)有限公司研发生产的WKS系列变频器在螺杆式空气压缩机改造内容以及达到的节能效果。 [详情]
-

作为世界级的钢铁大国,冶金行业是我国最重要的传统优势支柱产业之一。随着钢材品种结构调整正在卓有成效地加速进行,冶金自动化也发挥越来越重要的作用。由于历史的原因,冶金行业应用的变频器多为与设备配套的国际品牌,最近几年,国内产品逐步介入,但主要还是应用在风机水泵等辅助设备上。 [详情]
-

一旦丹麦牛奶场的奶酪烘干系统中的电梯出了故障,整个工厂将陷入停工状态,每小时的损失约为5顿奶酪(一次故障造成的总体损失约为40000英镑)。供应商们估计这种状况大约需要两周的时间才能得以恢复。因为停工,工程人员不得不将仓库里的半成品奶酪转移到其他仓库中,随着时间的推移,储存和运输成本不断增加。 [详情]
-
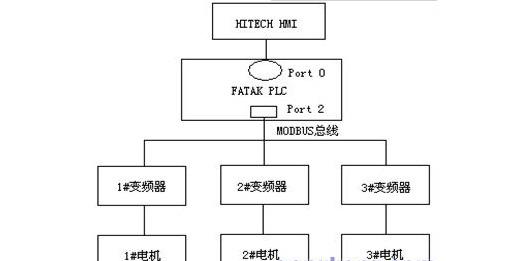
『台湾永宏电机』为台湾专业PLC(工控产品)研发、生产、制造厂商,营销国际!!二十年以来FATEKPLC(永宏PLC)以优异的品质、高性价比的产品,在自动化、工控领域获得客户的认同、建立了良好的口碑! [详情]
-

荷兰CT驱动中心最近完成了四台浮动式抓斗起重机的改造。所有四台起重机都安装在阿姆斯特丹(Amsterdam),这四台具有四绳索抓斗系统的起重机主要用于码头的散货装卸。其中的两台起重量为16吨,采用Unidrive交流变速驱动器改造;而另外两台起重量为25吨,采用由Mentor II 直流驱动方案。 [详情]
-

汇川变频器在精密雕刻机上的应用。 [详情]



