-
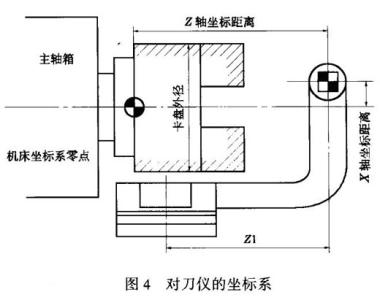
传感器数控车床十分重要的组成之一,没有传感器数控车床将不能数控而只能说是手动车床。传感器是一种能够感受规定的被测量,并按照一定的规律转换成可用输出信号的器件或装置,其输入信号(被测量)往往是非电量,输出信号常常为易于处理的电量,如电压等。 [详情]
-
赛普拉斯半导体公司日前宣布,其TrueTouch触摸屏解决方案在KDDI火热上市的新款IS03手机上实现了出色的多点触摸功能。 [详情]
-
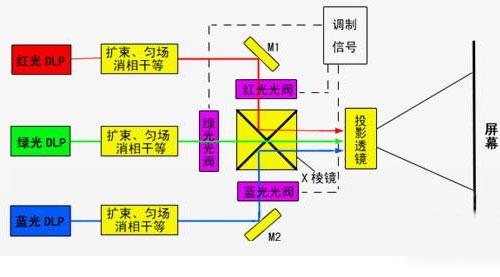
书画真伪科学鉴定系统历时数年研发而成,通过拉曼光谱、红外光谱和荧光光谱等光学设备,分析作品使用的纸张、颜料、墨迹、印章等的年代与出处,从而达到区分真伪、为艺术品断代的目的。 [详情]
-
光纤激光器是指用掺稀土元素玻璃光纤作为增益介质的激光器,光纤激光器可在光纤放大器的基础上开发出来:在泵浦光的作用下光纤内极易形成高功率密度,造成激光工作物质的激光能级“粒子数反转”,当适当加入正反馈回路(构成谐振腔)便可形成激光振荡输出。 [详情]
-
MSP430系列单片机在医疗设备行业应用很广泛,以其低功耗,外围设计简单的优点得到了设计者的喜欢。而心电图或CT的复杂的医疗设备应用的很多。 [详情]
-
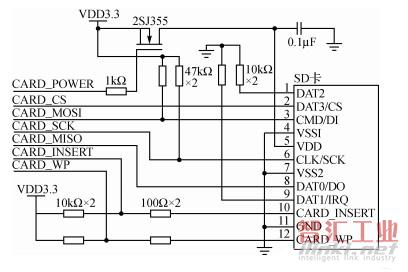
本文提出了一种嵌入式图片浏览器的设计思路,以模块化的方法完成了设计过程,可方便地根据应用需求完善解码库的设计,使其能够在实际平台上良好地运行。 [详情]
-
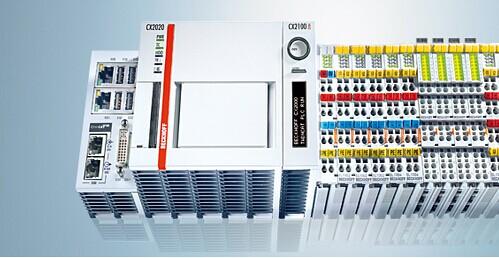
最新的倍福C66xx系列工控机灵活性高、外形精巧。这种控制柜式PC配备了符合自动化标准的极高性能组件,有两种型号可选:外形紧凑的C6640和最多可带两个硬盘的C6650,装在可移动框架内,适用于RAI [详情]
-
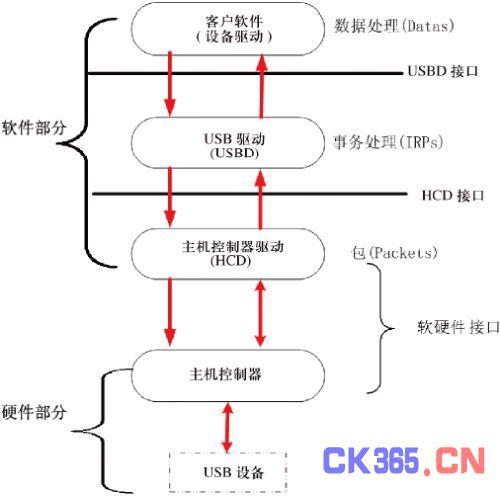
USB 设备已经得到了广泛的使用,但是USB 主机实现其复杂性却没有很多应用实例。文章主要研究了USB应用领域中,采用低端控制器的嵌入式系统如何实现有限的USB主机功能。 [详情]
-
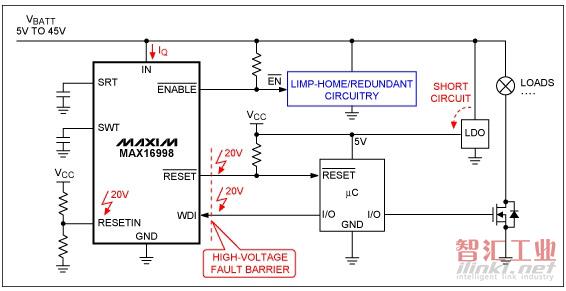
汽车设计中,越来越多的电子系统正在逐步替代机械功能——从引擎定时控制到刹车、方向盘控制,而电子系统相对容易发生故障,这就需要谨慎考虑系统的安全性,确保系统具备较高的故障容限。 [详情]
-
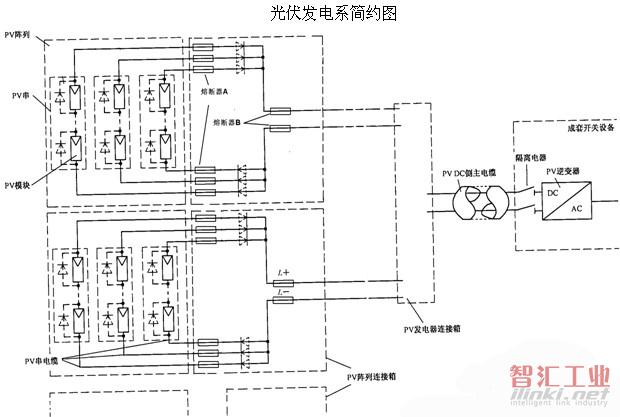
光伏发电系统约有70%的成本在光伏太阳能板组成的光伏阵列,而从对光伏阵列的保护和如何充分提高发电效率成为技术的重点之一。 [详情]
-
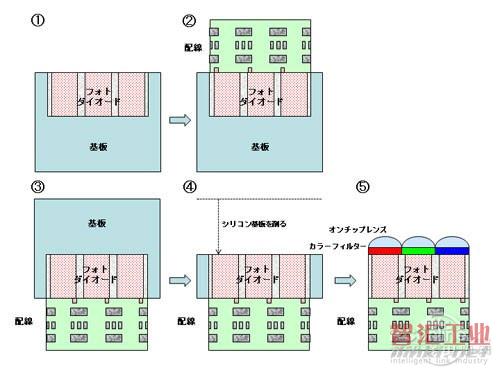
时代发展,技术进步。数码相机的各种新技术层出不穷,导致消费者面对厂家宣传或者是相机参数列表中的一些专业词汇,一般都会感到非常难于理解,以致影响到购机前的判断。 [详情]
-
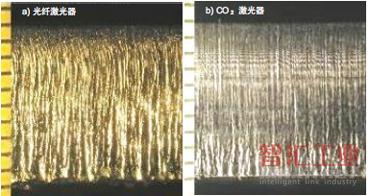
光纤激光器可望在加工过程优化方面超过CO2激光器,一个最主要的原因就是,相比CO2激光器产生的长波长,光纤激光器发出的短波长更容易被金属表面吸收。 [详情]
-
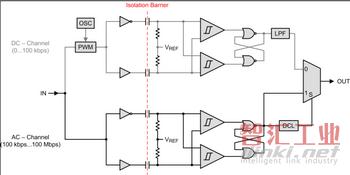
工业和医疗应用中机器和设备设计规定的愈加严格迫使我们必须要在几乎所有类型的电子系统或电路中实施电隔离。 [详情]
-
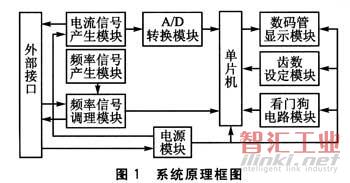
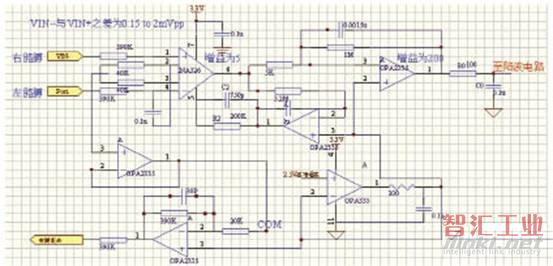
信号发生器作为电控测量系统中应用最为普通的电控测量仪器之一,是工业控制、教学、科研常用的基本仪器。 [详情]