-

过去10年中,尽管永磁同步马达(PMSM)备受推崇,使用率也日益增加,但标准三相感应马达(IM)仍然是使用得最广泛的马达。 [详情]
-
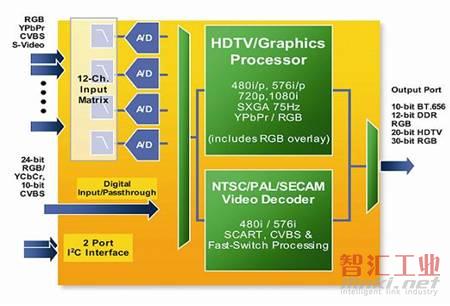
随着高清电视(HDTV)显示器技术的成熟,模拟视频和音频处理的质量将最终使电视机之间产生差异性。HDTV中的数字处理(包括图像扩缩、解交错和MPEG解调)继续发挥着重要的作用,但这些功能将很快变成标准化。 [详情]
-

一直以来,国内的工业环境中习惯使用封闭桥架(也叫槽盒),来进行各种动力电缆或控制缆的走线,而在欧美等国家,一种革命性的新型桥架―――网格式桥架则运用的很普遍 [详情]
-
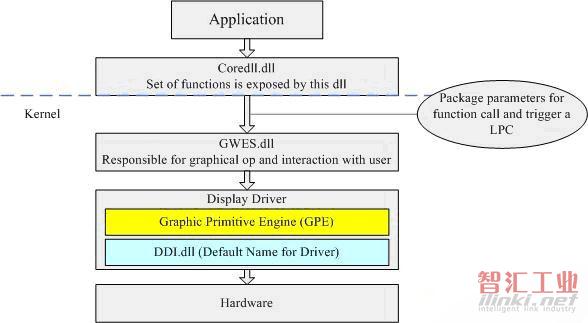
在WinCE中,Display驱动由GWES模块来管理。WinCE提供了两种架构的Display驱动模型,可以满足不同的硬件需求。 [详情]
-
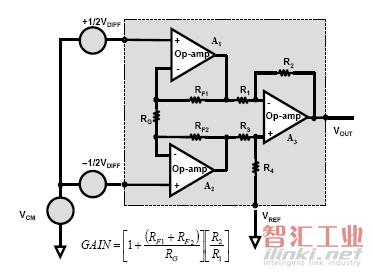
运算放大器开环增益的定义没有改变。运算放大器共模抑制(CMR)的简单方法自运算放大器时代之初就已经有了。那么,问题出在哪里呢? [详情]
-

GPS即全球定位系统,由美国从上世纪70年代开始研制,历时20年,耗资200亿美元,于1994年全面建成,具有在海、陆、空进行全方位实时三维导航与定位的能力。近年来随着GPS的不断改进,硬、软件的不断完善,应用领域正在不断展开。 [详情]
-
WinCE是一种为多种嵌入式系统和产品设计的紧凑、高效、可升级的操作系统,WinCE 采用标准模式,其最主要的特征:为有限的硬件资源提供了多线程、多任务和完全优先级的计算环境。 [详情]
-
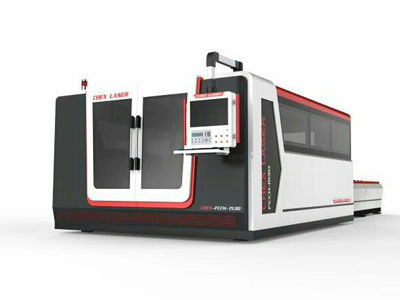
日常维护保养对保证加工质量,延长设备使用寿命是至关重要的。激光切割雕刻机日常维护保养包括:光路系统的维护保养和运动机构的维护保养两方面。 [详情]
-
普通的机械式雕刻不能以经济的方式雕刻粗细不一的点,因而不具有灰度的表现形式。激光雕刻机是以打点方式实现雕刻,具有在灰度表现方面的天然优势。 [详情]
-

对于提高大型模具使用寿命和减少精密模具的热处理变形,激光表面强化技术有着极大的技术优势,主要包括激光表面淬火和激光表面熔覆。 [详情]
-
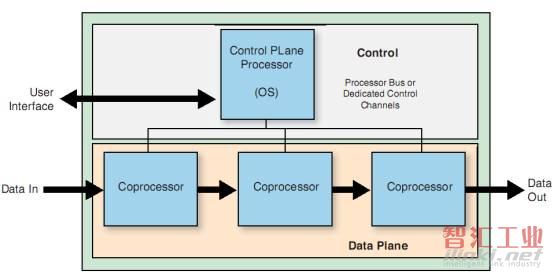
嵌入式设计人员面临的最大挑战之一就是界定系统的性能需求。用以确定实际性能需求所需的信息要么无法获取,要么难以获得。 [详情]
-
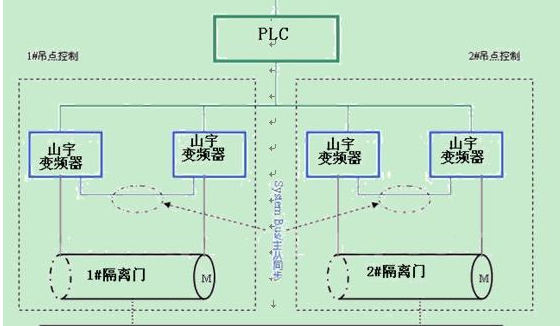
交流变频器以其良好的节能效果和卓越的矢量控制性能,越来越广泛的被应用到工业各场合。多台山宇变频器通过主从同步控制在上海世博会场馆的应用为启闭机提升提供了一个全新的解决方案,提高了系统的自动化水平和机械的整体性能。 [详情]
-

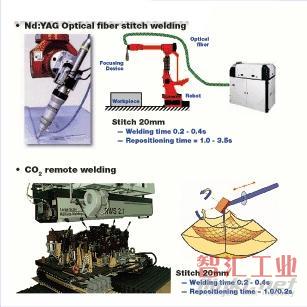
将激光焊接集成到装配线不仅可以加速生产线的启动,同时也使精密装配自动化。SITEC公司这种将机械技术与光学技术结合在一起的技术,为装配和焊接领域开辟了一个新阶段。 [详情]
-
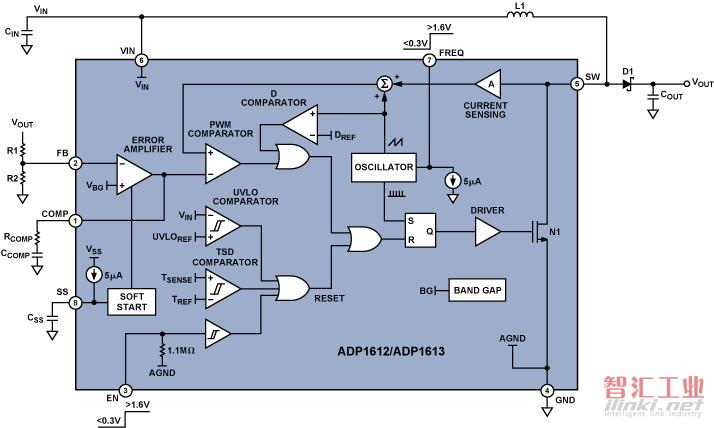
本篇设计技巧介绍如何将单个可编程LED驱动器与一个低成本升压转换器结合在一起,实现灵活高效且易于编程的解决方案。 [详情]