-

-

据国外媒体报道,航天局和私人航天公司都以相同的方式致力于将人类送达更遥远的太空区域,但是近期一系列研究表明,人工智能机器人可能是未来太空探索的引领者,并且美国宇航局赞成派遣智能机器人探测搜寻宇宙空间。 [详情]
-

色谱柱由柱管、压帽、卡套(密封环)、筛板(滤片)、接头、螺丝等组成,是装填有固定相用以分离混合组分的柱管,多为金属或玻璃制作,有直管形、盘管形、U形管等形状。 [详情]
-

近日,俄罗斯科技公司CopterSafe就推出了适用于大疆无人机的禁飞破解方案,兼容DJI Mavic Pro、Phantom 4 Pro、Inspire 2等热门机型。 [详情]
-

智慧城市可能是全球著名城市发展的目标,在这个过程中,数字信息技术必将发挥关键作用,城市照明的升级也势在必行。让我们先来看看国外已经实现的智能城市照明,很酷的同时又很环保。 [详情]
-

纯电动汽车,相对燃油汽车而言,主要差别(异)在于四大部件,驱动电机,调速控制器、动力电池、车载充电器。相对于加油站而言,它由公用超快充电站。纯电动汽车之品质差异取决于这四大部件,其价值高低也取决于这四大部件的品质。 [详情]
-

未来,人们所使用的汽车将变成无人驾驶汽车,这似乎是大势所趋。虽然自动驾驶技术的发展伴随着各种阻碍,但不容质疑的是,所有汽车制造商都在朝着自动驾驶汽车的目标前行。 [详情]
-

最为普遍的是生活中的安防监控行业,其中海量数据信息是最为明显的体现,而市场需求将碎片化集成精准化,才能受到广泛应用。 [详情]
-
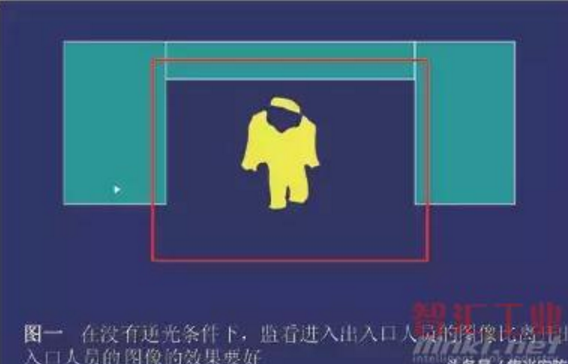
摄像机的分辨率再高,系统的技术水平也达到最高标准,但摄像机的图像一旦出现俯视、侧视、逆光、有效画面小,甚至出现盲区和死角等问题时,监控图像还是起不到预期的效果和作用。 [详情]
-
MAZAK作为世界知名机床生产厂家,一贯秉承自动化、柔性化、智能化的生产理念,为客户提供先进设备的同时,也在不断探索最先进的生产理念及最优化的生产方式。 [详情]
-

垃圾渗滤液的2008年版标准又堪称“全球最严”。不仅严于大部分发达国家的同类标准,也严于国内化工、医药等其他行业。从一线城市到小县城,垃圾填埋场乃至主管单位都在攻克难题:如何在非常严格的国标下达标排放?下面为大家精选了24个垃圾渗滤液处理项目案例。 [详情]
-
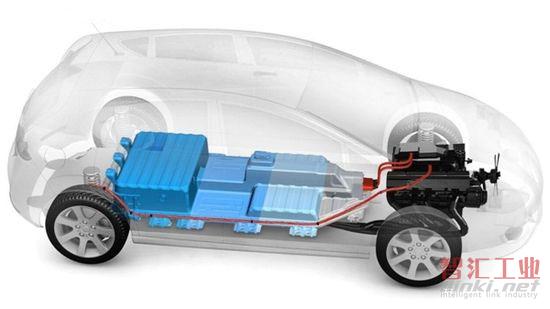
小编将通过最浅显易懂的方式解读动力电池的相关概念、结构及工作原理,让大家对动力电池有更深入的理解。 [详情]
-
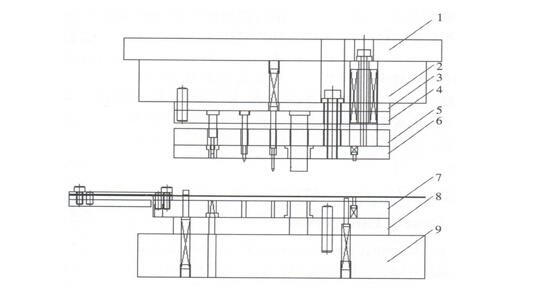
压盘簧片是我公司N2系列产品中的冲压制件,如图1所示,制件材料为不锈钢,料厚t=0.1mm,形状比较简单,但是制件尺寸公差、毛刺高度和平面度都有很高的要求。制件的料厚和严格的公差要求决定了模具必须有很高的加工精度,而且由于冲压车间更新了日本产的高速冲床,性能参数也得到了很大的提高,因此先前的模具结构和制造工艺就有了一定的缺陷,影响了模具的生产性。[详情]
-
故障分析与诊断是数控机床故障排除过程的最重要环节,分析出了故障原因,问题也就迎刃而解。因此,故障分析方法对数控电气维修工作十分重要。 [详情]
-

数控机床的进给速度已从80年代的16m/min到现在的24~40m/min,主轴转速也从2500r/min上升到现在6000~40000r/min,机床结构也从敞开型向封闭型转变。[详情]



