-

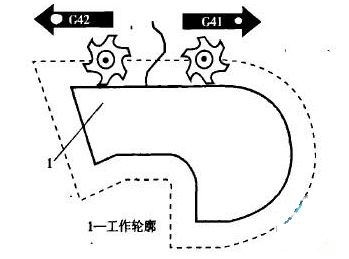
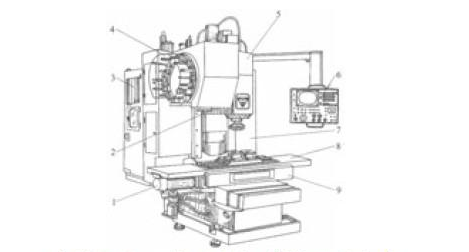
本文以FANuc Oi系统为例,在铣削加工过程中,机床若不具备刀具半径补缠功能,那么编程需计算刀具中心轨迹,尤其当刀具因磨损、重磨、换新刀而引起刀具直径变化时,很难计算刀具中心轨迹。这样不仅给编程带来麻烦,而且也很难保证零件的加工精度。当机床具备刀具半径补缠功能时,只需按照零件轮廓编程,省去计算刀具中心坐标值,从而简化了编程。实际操作过程中,只要通过改变刀具半径补缠值即可控制零件的加工精度。 [详情]
-

三元整体叶轮叶片形状复杂,制造需采用CAD/CAM技术,本文以三维造型与编程软件编程,应用五坐标数控机床加工实现。对国内常用的典型三维CAD/CAM软件的建模特点和CAM性能进行了分析与比较。 [详情]
-

利用风力带动风轮叶片旋转,再透过增速机将提升旋转速度,带动发电机发电。依据目前的风机技术,大约三级风的程度便可以开始发电。从零部件价值量的角度来看,风轮叶片是价值量最大部件之一,造价约占整个设备的20%。[详情]
-
随着我国汽车、家电等工业的迅速发展,产品外形变得越来越人性化与完善,随之产品的更新换代、模具设计与制造越来越快。利用当今流行的CAD/CAM集成设计与制造技术与先进的管理手段,增强企业的竞争力,PowerMILL作为Delcam的旗舰多轴加工CAM系统而享誉世界。 [详情]
-

本文通过选用一教具有语音功能的单片机(SPCE061A)设计并实现了一台数控直流稳压电源。该电源的输出电压在O~+9.9V的范围内,通过按键可以实现步进0.1V和输出电压预置,同时结合SPCE061A单片机在语音方面的优势,还可以实现电压播报和语音控制的输出电压预置。在保证数控电源基本功能的条件下,增强了系统的人性化环境。 [详情]
-
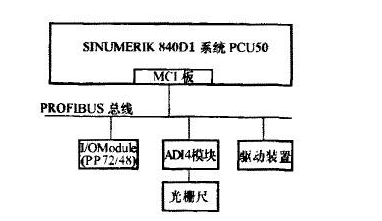
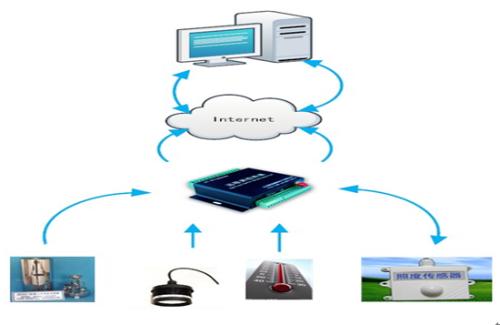
随着技术发展,数控系统也越来越多地采用现场总线技术,如:SIEMENS 840D系统采用的MPI总线、FANUC 18i系统采用的FSSB总线、FAGOR 8055系统采用的SERCOS总线技术等,这些现场总线均适用干数字伺服和运动控制系统中的高速串行实时通信的要求,得到了广泛的应用。840Di数控系统是西门子公司推出的先进开放式数控系统之一,应用面广泛,和模拟驱动装置、数字驱动装置都能兼容配置,采用带有位置控制的PROFIBUS-DP,用于驱动和UO统一的现场总线连接,提高了系统可靠性、开放性。 [详情]
-
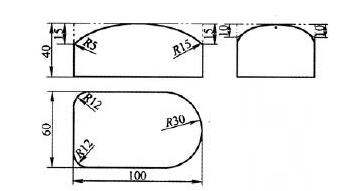
刀具半径补偿功能是数控铣削加工的重要功能,介绍了使用刀具半径补偿功能实现零件外形轮廓和型腔的粗、精加工,以及在加工等宽壁厚工件和结合宏程序与系统变量,加工复杂的轮廓型腔或凸台、边缘截面为曲线的工件时的使用方法。 [详情]
-

数字化虚拟制造技术是制造技术与仿真技术相结合的产物,它集制造技术、机床数控理论、计算机辅助设计(CAD)、计算机辅助制造(CAM)和建模与仿真技术于一体。 [详情]
-
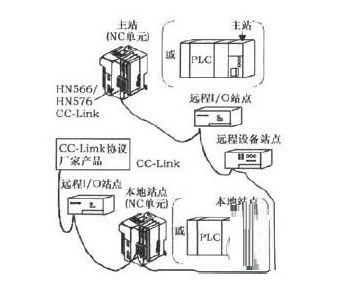
数控设备在现代制造系统中处于基础、核心地位。随着工业控制技术的飞速发展和不断创新,现有数控设备的控制单元常常是一种独立系统,很难在原有的控制单元基础上进行控制功能、新的控制策略、高层次卜.的任务扩充。为了改善现有数控系统存在的上述不足,三菱数控在最新推出的数控系统M700V/M70/C70中,更注莺强化现场总线控制技术,在提供专业数控系统和先进的控制技术之外,使数控装置能够非常容易地配置或扩展。 [详情]
-
基于S7-300的PLC在数控加工中心气动换刀控制系统中的应用研究
基于S7-300 可编程控制器PLC,结合气动控制技术,实现了对数控加工中心气动换刀系统的控制系统的改进。本文分析了系统的硬件及软件设计,提供了主要的硬件原理图和软件梯形图。最后,将所开发的控制系统应用于YY-1060 立式加工中心,其在4s~6s 内可完成整个自动换刀过程,且相应的流速、压力、位移参数完全满足要求。研究结果表明,换刀过程快捷、准确、可靠,完全能够满足使用的要求。 [详情]
-
NX是数控加工技术中应用最广泛的CAD/CAM软件之一。通过实例介绍NX实现自动编程的方法,加工参数设置,模拟加工,自动生成NC代码等, 从而说明NX数控加工中的应用。 [详情]
-
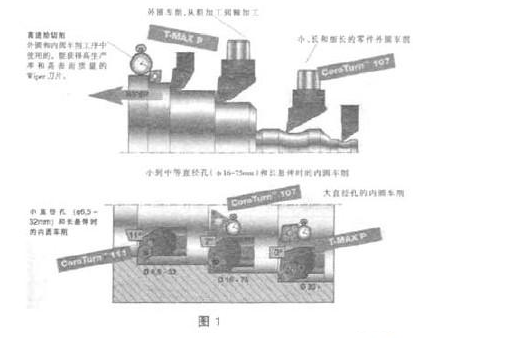
随着数控设备的逐年增加,数控加工逐渐成为零件加工的主要方式,为了提高数控设备的加工精度和效率,首先要合理的选用刀具和切削用量,现在数控加工多采用标准的机夹式刀具,由专业的厂家制造,对于操作者来说主要的任务是选择适合的刀具和切削参数,充分发挥刀具的效能。本文从实际应用的角度出发。详细介绍了数控刀具的种类、选用方法和切削用量的选用原则,对实际生产具有一定的指导意义。 [详情]
-
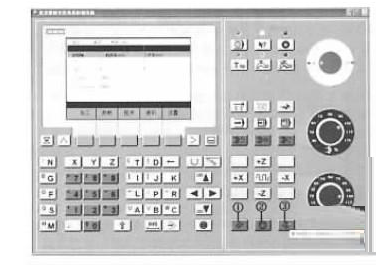
阐述了PC机数控系统的特点,介绍了一种利用线程技术实现PC机数控系统,并分析了在数控加工中数据的结构以及算法的实现。该系统已经在实际的车床数控系统中得到应用。 [详情]
-
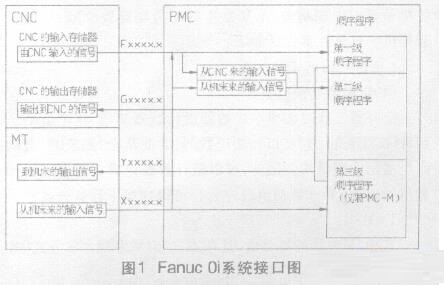
结合典型的数控故障实例, 文章分析了PLC程序在数控机床故障诊断中的应用方法, 给出了PLC诊断法的基本步骤, 并指出: 通过分析PLC的梯形图对故障进行诊断, 利用NC系统的梯形图显示功能或者机外编程器在线跟踪梯形图的运行, 可提高诊断故障的速度和准确性, 但这种方法要求维修人员既要熟悉本机床的接口信号,又要熟悉PLC编程器的使用方法。[详情]
-

在数控切割技术飞速发展的今天,人们已经意识到利用先进的数控切割与优化套料技术,不仅是保证产品切割质量和焊接质量的关键,而且也是提高板材利用率的关键,因此对于数控切割和优化套料的重视程度越来越高。在此,结合实际操作,对优化套料提高板材利用率的智能数控套料编程软件(简称InteGNPS)的模块功能及套料方法进行探讨。 [详情]



