-

本文研究了NX/CAM软件在大型十字万向接轴法兰叉头零件数控加工中的应用,并从建模、数控编程、模拟仿真、后置处理、加工程序的生成等方面作了分析,探讨了提高数控加工质量和效率的途径。该方法对其它复杂曲面的加工具有一定的推广价值。 [详情]
-
本文将运用hyperMILL叶轮专用模块来加工叶轮,用hyperMILL在基于特征式的加工叶轮的操作过程中,都将这些成熟的加工工艺定义成特征,也就是说可以使用最成熟的加工工艺和最简单的方法来加工叶轮,从而减少编程的时间,提高编程和加工的效率。 [详情]
-

本文首先对经济型数控铣床对刀原理进行分析,再利用FANUC数控系统编制宏程序。运用宏程序实现自动对刀,大大节约了对刀时间,同时也避免了人工操作产生的误差。 [详情]
-

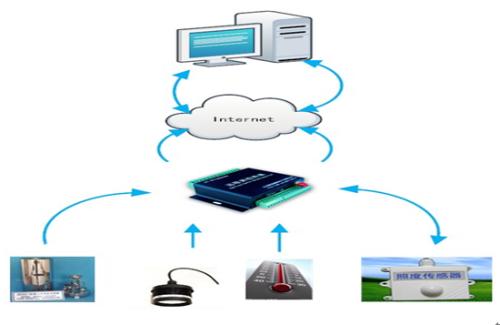
随着高端制造业的逐步完善和发展,数控技术已经走进了各大生产加工企业,文章主要结合当前的生产加工过程中所出现的一系列问题,主要阐述和分析了数控机床的检测和改良技术,通过对法矢的计算、测点的分布以及不同路径的公差计算和设计,提出了一种直线度的检测方法。 [详情]
-

在数控铣削机床的编程和操作中,时常会用到同一把刀具对工件分别进行粗精加工,但不同的数控系统在具体实现时有着不同的编程和设定方式。根据刀补原理针对不同的数控系统在使用同一把刀具进行粗精加工时提出了具体的解决方法。 [详情]
-

微波杀菌设备是一种物理杀菌方法,它不需要添加化学防腐剂就能够杀灭细菌、霉菌和虫卵,以及病毒等有害人体的微生物,它在杀灭有害微生物过程中,不会对食品残留毒性或放射性物质的污染,安全无害。也不会改变食品的色香味和营养成分。[详情]
-
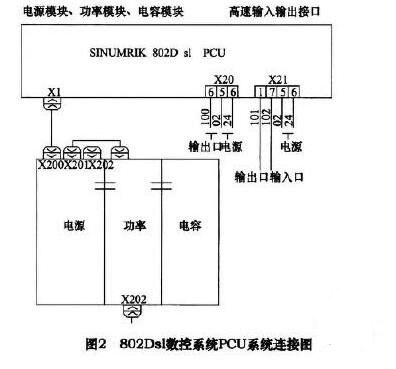
PLC是数控机床系统与机床丰体之间连接的关键中间环节,本文以西门子802系列数控系统为例,分析了数控机床中PLC的控制功能以及接口信号和地址的分配,通过实例介绍了数控机床的PLC编程方法。 [详情]
-

本文介绍采用独立型可编程控制器(PLC)对数控转塔打字系统的伺服刀塔进行控制的方法。针对数控转塔机床的特殊结构,选用VDI型刀盘,以三菱Fx系列PLC控制伺服电机进行分度,实现刀塔双向回转及与刀具库之间任意位置的就近换刀;同时,介绍PLC与计算机数控系统(cNc)、刀塔伺服系统及机床本体执行部件相互间的分布式信息传递方式,及如何有机协调这几者之间的关系以达到良好的逻辑控制效果,实现位置闭环控制;以软件的方式实现刀塔与刀具库之间最优路径换刀。 [详情]
-

本文以EdgeCAM软件为平台,针对整体叶轮进行车铣复合加工工艺分析和编程,介绍了EdgeCAM软件对复杂曲面实体进行车铣复合加工的工艺和编程的关键技术,为复杂产品的工艺制定和车铣复合加工编程提供了设计思路和方法。这种加工方法在提高叶轮的加工质量和提高生产效率方面具有明显的优越性。 [详情]
-

在编制数控加工中心轮廓铣削加工程序时,为了编程方便,经常利用数控系统为我们提供的刀具补偿功能,编制带有半径补偿的数控程序。随着科技的进步,利用CATIA、Pro/E等软件来编程成为机械加工发展的趋势。由于刀具的磨损,或者在加工时让刀引起的误差,在铣削复杂外形或者型腔时,我们也希望在编程软件上编制可以带刀具半径补偿的程序,方便操作人员调试,减少工作量,提高工作效率。 [详情]
-
为减少占用系统的程序容量和存储空间,提高数控加工的工作效率,提出了将子程序嵌套应用到数控加工中。既能简化计算又能充分发挥数控系统功能,而且有利于程序检查.减少程序的出错率,从而提高编程效率,有效地提高生产率。 [详情]
-

正确的选择和使用数控铣床加工中的刀具,不仅可以优化加工工艺方案,简化数控加工程序的编制.而且可以提高加工效率,提高数控加工产品的加工质量,降低生产成本。数控加工工艺中的重要内容是切削用量的确定和刀具选择,也是数控加工程序编制的主要依据。要根据工件材料的性能、加工工序、机床的加工能力、切削用量以及其它相关因素合理选用刀具及刀柄。 [详情]
-

本文针对电火花的加工特点,在华中开放式数控平台上构建出电火花加工数控系统。着重对其软件结构和加工状态实时检测及加工自适应控制的软件实现做了具体介绍。 [详情]
-

煤化工是以煤为原料,经化学加工使煤转化为气体、液体和固体产品或半产品以及化学品的过程。[详情]
-
本文以西门子SIMATIC S7—300 PLC为核心的交流伺服系统代替原来以单片机为核心的直流伺服系统。并介绍了该系统的控制对象和控制任务, 然后着重论述系统的体系结构、软硬件设计方案及实施方法 。 [详情]



