-
本文介绍了用PLC控制机床数控滑台的基本方法,伺服控制、驱动、接口及PLC控制的软件方法。可编程控制器(PLC)直接控制步进电机,能使组合机床自动生产线控制系统成本显著下降。 [详情]
-

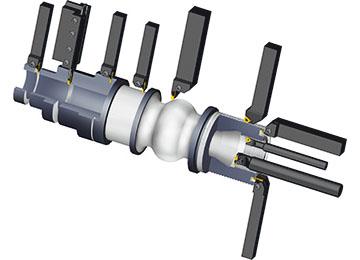
本文设计了基于PLC的气动机械手用于模锻件拾取。该机械手使用5个气缸来完成推料、手臂伸缩、升降、旋转,手爪开合动作。给出了机械手总体结构和气动回路,进行了PLC的L/O地址分配,设计了相应的硬件与软件。将此机械手应用于模锻件拾取,操作简单安全,降低了员工的流动率。可根据用户实际需求对各动作的位移、角度加以调整,适应实际工作现场。 [详情]
-

本文介绍了基于PLC的数控电解加工机床系统的基本结构和工作原理。针对数控电解加工机床在实际应用情况,详细分析了硬件系统和系统软件在生产过程中性能特点以及采用的控制方法和注意事项。本文所提方法是可行、有效的,可作为数控电解加工机床操作的方案进行推广。 [详情]
-

被称为数字经济之父的唐·泰普史考特在2016年11月TED大会上演讲时表示,Uber、Airbnb只是把服务汇集并出售,只有区块链技术才能真正让共享经济变为现实。[详情]
-

PLC是数控机床的控制中心,机床很多执行机构的动作都是通过PLC控制指令实现的。介绍了实现数控机床安全控制功能的设计思路和设计要点,即通过修改数控机床的PMC程序设置机床自动运行的限制条件,为数控机床增加了防错功能,有效消除了因操作人员的失误导致机床与夹具、工件发生碰撞的隐患,大大提高了机床使用的安全性。 [详情]
-
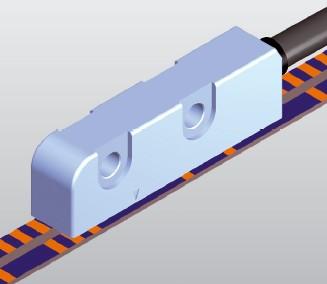
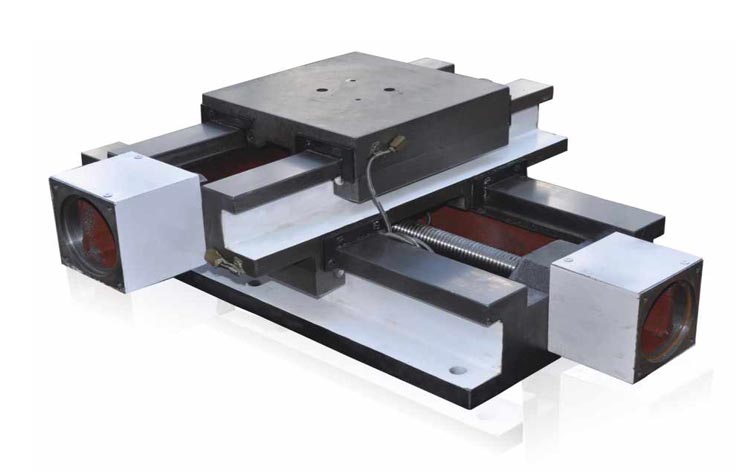
本文针对工业生产中一些大行程、高精度定位控制要求,提出基于带型磁栅尺和PLC的位置闭环控制系统。采用西门子S7—200 PLC,实时捕捉磁栅尺的高速脉冲,实现了大行程位置闭环自动定位控制,并应用于塑钢型材锯切中心控制系统,以较低的成本,解决了传统步进电机开环控制带来的精度问题,大大降低了精确定位控制门槛,具有很强的实际应用价值。 [详情]
-

本文应用PLC及其相应的A/D特殊功能模块代替计算机对滚柱直径自动分选装置进行技术改造。通过在PLC实训室的全面反复模拟调试,表明该方法具有可靠可行性,值得推广。 [详情]
-

布袋除尘器之所以在有色金属锻炼过程中得到广泛的应用是因为在有色金属锻炼的过程中,金属或他们的化合物提高或气化成蒸汽,在烟气中被氧化在冷凝儿构成的 ,这类的尘粒十分的细微,只有用袋式除尘器和静电除尘器才干清除去。但袋式除尘器不宜用于高温气体。[详情]
-

涂装工厂喷漆循环水系统是一项技术含量颇高的综合工程,直接影响到涂装质量、生产效益和对环境的影响。近几年新建的涂装生产线大多设计考虑周到,也有些厂家为了节省部分投入,对造渣系统考虑不周,从而导致化学品厂家不能很好的利用设备发挥药品的性能。[详情]
-

电阻点焊是一种主要的薄板连接方法,广泛应用于汽车及航空等工业部门。自从1933 年第一辆主要由点焊连接完成的汽车下线以来,电阻点焊的应用近年来获得了突飞猛进的发展。目前,平均一辆轿车白车身大约由4000~5000 个焊点。因此,电阻点焊已经成为轿车白车身装配的重要连接方法。 [详情]
-
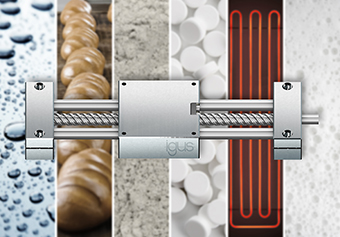
drylin SHT 不锈钢丝杠模组是igus在2017年汉诺威工业博览会上推出的166款新品之一。除了有不同性能的摩擦和经摩擦优化的工程塑料材料供选择外,也提供完全由不锈钢制成的丝杠模组。[详情]
-

MasterCAMA软件可以加工不同式样的文字,首先根据零件的工艺流程设置刀具和加工参数,检查刀具路径以及模拟加工过程,最后进行后置处理,生成有效的数控程序文件。以文字的建模和加工过程为例,就如何灵活运用MasterCAMA进行文字设计和加工文字进行了初步探讨。 [详情]
-
在建立数控加工常用组合夹具数据库的基础上,进行零件数字化装夹仿真设计。运用零件三维装夹仿真模型、柔性夹具组装图和夹具明细清单,指导生产现场搭建工装夹具。实践证明,应用该项技术不仅能提高数控加工工装准备的反应能力、雷达精密零件数控加工的质量稳定性及批量生产能力,还能提高数控机床的利用率。 [详情]
-
为了改善国产义齿模具电镀翻模强度低、耐用度不高的情况,采用不锈钢作为模具材料,通过对模具结构及其数控工艺性的分析,阐述了uG软件在模具加工时的自动编程、仿真、后置处理等关键技术的应用。通过实际加工及检测,证明该方法锯决了传统义齿模具制作的强度、寿命和精度低的问题。 [详情]
-

华中数控和广州数控作为中国数控行业的领先企业,其产品的互联互通,展示了NCUC-Bus总线标准的通用性和实用性,也预示着NCUC-Bus总线在中国市场的广泛应用。 [详情]



