-
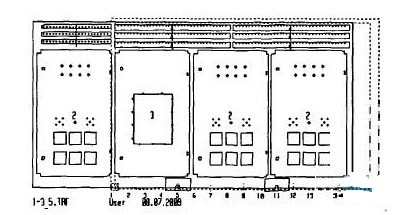
文章提出了一种基于TOPS300数控编程Nc模块改进方法,通过典型零件编程的实践,分析影响MCAD数控制造效率的因数,强调[动作与时间的研究](motion and time study),改变程序默认模式,应用于船用机柜等零件绿色制造编程,在时间、能耗、质量、效率等方面体现更多的优越性。 [详情]
-
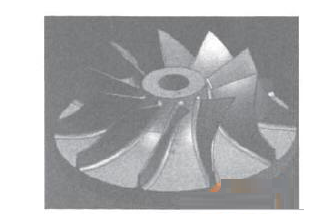
本文详细介绍了NX6.0软件对叶轮加工的全过程以及加工过程中的注意事项,为同类产品的模型建立和多坐标数控编程提供了设计思路和方法。 [详情]
-

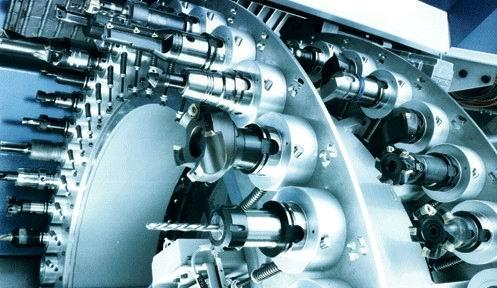
本文对UGNX平台下的后处理程序开发,以PostBuilder为环境,详细讲述了其五坐标数控铣削机床的后处理程序开发的关键核心技术,包括PostBuilder后处理开发模式、五坐标机床运动及MOM变量设置、TCL语言应用等方面,并以FIDIAKR214六坐标高速铣削加工中心的后处理开发为实例进行了应用说明。 [详情]
-

本文在汽车冲压件检具体几何特征和加工工艺分析的基础上,采用UGNX5.0软件对检具体进行数控加工编程,并给出了详细的加工参数及操作过程。实例表明利用先进的CAM软件实现复杂型面零件的加工编程,可有效保证零件加工质量,缩短制造周期。 [详情]
-

数控机床是现代生产必备的一项基本工具,以其电子化、自动化、精密化、高效化等特点显示了它在机械制造业中无可替代的地位。电气元器件作为数控机床的重要组成部分,在数控机床的设计、应用中也不容忽视。本文笔者就自身的一些工作经验以及学习心得入手,简要谈一下数控车床设计中电气元器件的选择,旨在为数控机床更好的发展、应用贡献一份自己的力量。 [详情]
-

文章主要分析了刀/工具管理状况分析以及刀/工具管理与应用存在的问题以及完成了系统整体规划以及刀具管理的功能分析。 [详情]
-
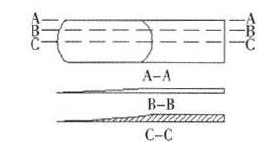
文章介绍了自由曲面的几种加工方法,以萨克斯哨片为例,利用CAD/CAM中的CATIA V5软件,结合相应的曲面设计模块进行三维建模,根据NC模块中的数控加工进行刀路仿真,然后进行后置处理生成数控代码进行不规则曲面件的加工,与传统的加工方法相比,该方法为自由曲面件的加工提供了更方便快捷的途径,大大缩短了产品的制造周期。 [详情]
-
基于PowerMILL的汽车发动机等速圆柱凸轮曲面的数控加工
本文探讨凸轮活塞式汽车发动机关键零件——等速圆柱凸轮曲面轮廓的加工。CAM技术在数学模型的构建、加工工艺和方案的拟订、程序仿真,以及实件加工等环节的应用,显著提高了加工质量和效率。 [详情]
-

基于广州数控GSK928 MA数控系统的MasterCAM9.0后置处理程序的二次开发
本文针对MasterCAM提供的数控机床铣削加工编程及其后置处理程序二次开发功能,以配有广州数控GSK928MA数控系统的三轴数控铣削机床为控制对象,重点讨论了其相应后置处理程序修改的关键技术,对其他不同数控系统机床后置处理程序的修改有一定的参考价值。 [详情]
-
本文分析PC数控系统各种体系结构的优缺点,介绍PC+I/O软件化结构的设计思想以及存在的优势,研究若干关键技术的解决方案,如windows操作系统的实时化、底层通信和实时控制等,提出基于PC+ⅣO软件化结构数控系统的软硬件平台设计框架。 [详情]
-

本文以可编程控制器为核心,采用上位机、伺服控制器、传感器和液压技术,设计了经济型数控钻床控制系统,使数控钻床具备了精确定位、自动钻孔的功能。 [详情]
-

本文介绍了一种气动安装机械手控制系统,该系统以PLC为核心进行系统的硬件开发和软件设计。本文阐述了气动安装机械手的结构、工作原理,合理选取了系统硬件,进行了气动控制系统和电气控制系统的详细设计,实现了气动安装机械手的上料、吸料、安装和联络等功能。 [详情]
-

为了减少零件在加工孔群过程中的空走刀行程,普遍应用各种CAM软件根据各自优化算法自动生成孔群加工路径,先后应用当前普及率较高的MasterCAM和NX两款软件对印刷机底板孔群加工路径进行优化,得到差异明显的优化路径和量化结果、通过时比分析,证明NX软件的孔群路径优化算法要优于MasterCAM。各种CAM软件的应用场合和编程对象不同,实际生产中应该针对具体情况选择适当的CAM软件编制工艺,这样才能提高零件的加工效率和质量。 [详情]
-

本文以挂机遥控器三维造型和数控铣削加工为例,结合自己多年的新品开发经验,详细地介绍了Cimatron E软件在新品开发中的应用,希望对新品开发人员有一定的帮助和借鉴作用。 [详情]
-

文章以三面铣组合机床为研究对象,通过对主要结构和运动形式的探究以及对机床的工作过程和控制要求分析,给出了机床动作循环图、液压元件动作表;并采用PLC控制系统的设计方法,列出了I/O地址分配表,进行了软硬件设计,绘制了PLC的外部接线图和单循环自动工作流程图及其说明;实验运行结果表明,将PLC技术应用于三面铣组合机床具有整体技术及经济效益。 [详情]



