-

文章详细介绍了射频识别技术在数控加工中刀具识别的应用。首先介绍了整个系统的硬件构架,其中主要包含两个接口:工控机与射频读写模块之间的接口,射频读写模块与存储刀具信息的射频卡之间的接口。而后在系统的软件实现里,给出了工控机与射频读写模块间实现通信的具体编程方法;而射频读写模块与射频卡之间通信功能的实现通常由其生产厂家提供, 文章以Phllips 公司的mifare one 卡和通信协议ISO14443 TYPE - A为例,介绍了mifare one 卡的存储结构以及它如何支持该协议从而实现与射频读写模块间的通信。至此就可以完成加工现场的刀具信息在整[详情]
-

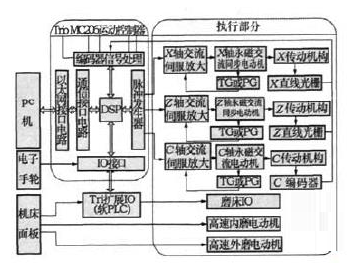
基于PC的开放式数控系统是目前发展的方向,传统的封闭式数控系统(NC) 已经逐渐被开放式数控系统所替代。文章通过对数控系统的发展趋势以及圆柱凸轮加工方法、轮廓轨迹创成原理的介绍,给出了一种运行在PC 机上、基于PCI 总线运动控制卡、用VC ++ 6. 0 语言开发的开放式圆柱凸轮数控加工系统。并详细阐述了该数控系统的硬件结构组成与原理,对软件系统中的各个功能模块进行了详细的分析论述。 [详情]
-
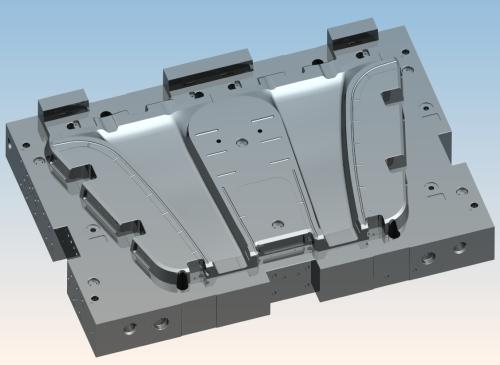
在模具制造中,三维型面的加工一直是一个难点。在传统的加工中,三维型面一直采用大量的研修来实现,这样就必然影响模具的质量和加工效率。如果能将型面三维造型和数控加工技术相结合,就能够大大提高工作效率和模具质量。 [详情]
-

柔性制造系统(FMS)的数控单元层调度,按先到先加工、最短时间规划(STP)和最小松弛度(LLD)生产调度原则对计划进行排序。通过工艺信息获得完成该条计划的资源和设备类型,计算该型设备的现有负荷,将计划指定到负荷最小设备上。每增加一条计划要重新计算设备负荷,直到安排完所有设备的月执行计划止。 [详情]
-

本文探讨了在Windows 环境下精确时间实现数控软件实时控制的方法,并以实现M0I 功能为例,介绍了在VisuaIC + + 中用多线程和事件同步的方法解决实时控制中存在的问题。 [详情]
-
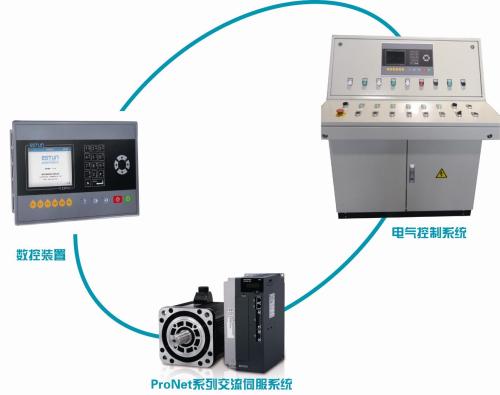
本文针对传统三菱形磨床数控系统专用化和不易扩展等缺点。提出一种基于"口C(工控机)+TRIO运动控制器”硬件平台的开方式数控系统软件设计方案。采用前后台型软件设计思想。开发管理层程序和控制层程序,并详细阐述控制层三菱形曲线插补模块、控制器多任务模块、内嵌式PLC模块软件设计的关键技术与实现方法。实践证明,所开发的数控系统在三菱形磨床上运行稳定可靠。在实际应用中具有重要意义。 [详情]
-
PLC作为信息科技革命与工业化触合的产物,在工业环晚中的使用已经得到认可和推崇。PLC拉制设计在不司的工生生产中有着不同的应用,本文的主要内容鱿足时PLC拉侧设计在毅控二作台中的使月进行分析和探讨。 [详情]
-
基于PC机和Windows操作系统的开放式数控系统是数控技术的大势所趋。文章首先介绍了数控机床的发展历程,并分析传统数控系统不足和基于PC的开放式数控技术的优点的基础上,论述了基于Windows2000 操作系统下,开放式数控系统软件的研究和开发过程。重点阐述了在Microsoft Visual C ++ 下系统人机交互界面的设计、工控PC 机控制运动控制卡的接口软件模块、PC机与主轴控制变频器的RS485 串行口通讯软件模块的的编写,同时给出了主要程序代码。该数控系统现在已经在调试之中,并且达到了预期的加工精度和效果。 [详情]
-

本文提出了一种新的机床数控软件化的体系结构及其相关技术.该结构体系将数控机床运动控制与工艺性能控制分离,分别由两个基于PC的控制器控制,其软件具有独立于硬件的性质,而且运动控制的软件是通用的给出了该结构体系下通用的数控机床运动控制基本软件模块.工艺性能控制 一种玫瑰线铣削加工为例.表明在本技术支持下,机床数控具有独立于具体硬件的软件化结构体系。本技术将直接支持工艺性能完全不同的机械制造设备的开发,如可 用于铣床、车床等通用金属切削机床的数控化,也可以用于开发齿轮和复杂曲面加工的专用数控设备,还可支[详情]
-

智汇工业联合ITPT教育工程将分期举办“西门子PLC+WinCC技术培训班”,第1期:2017年10月21日-10月25日; 第2期:2017年11月18日-11月22日;第3期:2017年12月16日-12月20日。[详情]
-

在经历了几十年起起伏伏的发展后,人工智能终于开始为公司企业带来实实在在的价值了。近日,麦肯锡发布了报告指出,新进入人工智能领域的公司将学习到早期进入这一领域的巨头在投资以及创造价值上面的丰富经验。 [详情]
-

随着AI技术的发展,几乎每次有新的成果,都会有人担心,我们离被机器统治的距离还有多远。不过,最近几条关于 AI 的消息可以让我们松一口气:至少它们现在还和普通孩子没什么区别。 [详情]
-

根据孔型轧制生产线工作特点和工艺要求.推床控制的精度和响应速度直接影响生产及成品质量.因此推床控制极其重要。结合现场实际应用,通过运用速度闭环加位置PID调节器控制方案来实现机前机后推床的同步功能;通过力矩控制方案实现推床矫直及正常送钢功能。现场应用表明。推床经投入上述控制方案后系统性能优异.此方案完全可行。 [详情]
-

自动化立体仓库是一种设置有高层货架,并配有巷道堆垛机和自动控制、计算机管理系统,实现搬运、存取的机械化与自动化,贮存管理现代化和信息化的新型仓库。它是用高层货架储存货物,以搬运机械手存取货物,并通过周围的辅助装备,自动进行出入库存取作业的系统。自动化立体仓库具有占地面地小、贮存大、周转快的优点,是集信息、贮存、管理于一体的高技术密集型机电一体化产品。 [详情]
-

作为物流自动化领域的一门新兴技术,近年来,码垛技术获得了飞速的发展.广泛采用码垛机器人对提高劳动生产率以及降低生产成本有着十分重要的意义;在充分研究闷内外工业码垛机器人的基础上,设计了一种基于PLC控制的新型工业业码垛机器人控制系统,控制系统以触摸屏为人机交互界面,以横河FA—M3 PLC为控制系统核心,同时还根据码垛作业实际需要和工作流程的特点,完成了软件系统的编写;实际运行结果表明,新型工业码垛机器人控制系统具有高町靠性和稳定性,同时又具有良好的可扩展性和可维护性,能满足码垛作业的实际需要,符合上业应[详情]



