-

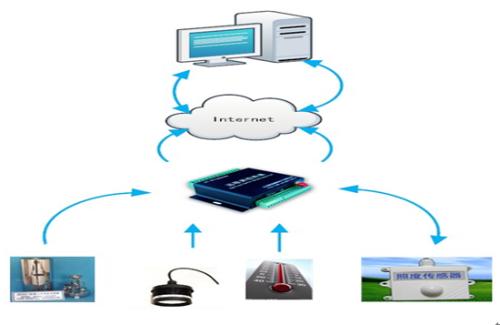
本文综述了国内外网络数控系统研究的现状,将网络数控系统与传统数控系统进行了对比,在此基础上,分析了网络数控系统研究中的关键技术,并指出了基于Internet的网络数控系统是数控系统的研究发展趋势。 [详情]
-

随着现代数控技术的发展,数控机床的普及程度得到快速提高。作为在数控技术应用方面的排头兵,经过20多年的快速积累,航空航天企业已从过去购买CAD/CAM软件不以为用,到现在真正把CAD/CAM技术作为不可或缺的重要技术使用,这也足以反映出其"超前技术储备战略"的必要性。 [详情]
-
采用可编程控制器(PLC)对T7040 金刚镗床的电气系统进行技术改造,设计了机床主电路图、PLC 的I/O 接线图,并根据产品加工工艺,绘制了梯形图程序。改造后的T7040 金刚镗床在实际生产中运行平稳,生产效率大大提高。 [详情]
-

本文针对目前国内中、低档刀架的不足。介绍了以TBl20伺服刀架为控制对象,Fanuc 0i数控系统的PMC为控制核心的伺服刀塔系统的硬件和软件的设计方法,分析了PMC的控制原理,给出了部分信号的接口地址。经实验验证,该伺服刀塔满足了数控机床对核心功能部件的要求,具有较高的工程应用价值。 [详情]
-

文章介绍了自动化加工及其特点,并以hypermill自动化加工为例,介绍了应用hypermill进行典型的5轴零件加工的步骤和方法。 [详情]
-

本文简述数控车床自动刀架的工作原理与刀架电气控制原理,提出数控车床PLC自动刀架试验系统设计理念,讨论PLC实现循序脉冲发生器的工作机理,设计了PLC自动刀架试验系统梯形图。 [详情]
-

数控仿真加工技术是机械加工现代化工业发展的重要基础与关键技术。文中从缩短零件的制造周期及提高加工质量角度出发,探索了缸体类零件的数控铣加工自动编程与仿真。利用UG CAM加工模块进行自动数控编程,优化了加工路线、刀具轨迹、切削方式等工艺参数,并通过虚拟加工过程仿真检查刀具过切、刀具与工件之间的碰撞和干涉。 [详情]
-
CAXA制造工程师是一种高效易学的CAD/CAM软件。本文利用CAXA制造工程师提出香皂模具从造型设计到加工仿真和代码生成等一体化的全面解决方案,从而缩短了模具的设计和制造周期,提高了模具加工质量。 [详情]
-

本文以三种液体混合控制为例,利用PLC 的强大功能,对液体混合搅拌进行了自动控制设计,以液体混合控制系统为中心,从控制系统的硬件系统组成、软件选用到系统的设计过程(包括设计方案、设计流程、设计要求、梯形图设计、外部连接通信等)均作了详细阐述,旨在对传统的液体混合控制工作进行自动化改造。 [详情]
-

文章详细介绍了采用Pro/E三维设计软件和CncKad数控加工软件辅助钣金件的设计与加工制造的完整过程。用Pro/E软件的钣金模块进行钣金件设计建模时,需要根据钣金材料和厚度设置折弯表程序,调用相应的折弯表,将钣金件展开成平整状态。Pro/E软件与CncKad软件集成后带有CncKad功能模块,将展开好的钣金件导入到该功能模块中,采用CncKad软件自动或者手动冲压功能加装模具,生成数冲程序,控制数冲机床加工钣金件。 [详情]
-

MasterCAM是优秀的CAD/CAM集成软件,通过介绍利用MasterCAM进行计算机辅助产品设计、工艺规划、制造的方法,阐述MasterCAM在产品制造过程中的作用。 [详情]
-

这些通信方法虽然在一定程度上实现了数控机床的联网,但在应用中它们或多或少地存在一些不足。为了提高数控机床联网控制系统的可集成性和满足实时调度功能,笔者提出了基于工业以太网的数控机床联网控制系统。 [详情]
-

本文针对目前PIC梯形图编辑软件中梯形图存储结构的复杂和不足,本文基于面向对象的方法,采用二叉树和双向链表相结合的数据结构来描述梯形图功能单元及其拓扑关系,并提出了相应的转换算法,然后简化为只含有功能单元的模型.使后续的指令表转换得到简化。这种模型结构简单、通用性强、易于用C++语言实现,在PLC梯形图编辑软件中应用效果良好。 [详情]
-

本文阐述了一种基于PLC技术的龙门式精密油压机电气控制设计,它采用可编程控制器为控制核心,分析了精密油压机动作流程,PLC控制系统软、硬件设计,给出了PLC接线图和部分梯形图精密直线位移传感器、模拟输入模块、GP系列触摸屏的使用,为提高龙门式精密油压机系统性能,降低故障率,提高生产效率提供了有力的保障。 [详情]
-

本文介绍了西门子ST--200PLC对机械手的加减速控制方法.首先介绍了系统的现有功能和特性,通过改变对伺服电机驱动器的控镧来实现对机械的精确定位。该系统具有占用PLC接口少、可靠性膏的特点-适用于教学实践和工业应用。 [详情]



