-

板式换热器通常由许多相互接触的波形和凹凸形金属板组成,由于在换热过程中流体无旁路,能充分参与换热,板片波纹可使流体在较小流速下产生湍流,所以换热系数比较高,再加上其紧凑的结构,能够一机多用,因此广泛应用于许多领域。[详情]
-

从1975年我国研制出第一台加工中心以来,我国的数控机床日益增长,已经成为世界机床消费和进口的第一大国。[详情]
-

现代大工业的发展使得工业控制设备变得越来越复杂,自动化程度越来越高。由于自动控制的故障引起的生产停顿造成的损失是巨大的,而生产企业的维护能力有限,迫切需要建立起远程实时监测和诊断系统,由设备提供商、企业技术人员和行业专家共同实现及时、准确的预防和诊断设备故障。[详情]
-

高速切削已成为现代制造技术的一个主要发展方向。由于高速切削刀具的开发与应用直接影响高速切削的加工效率和加工质量,因此具有非常重要的意义。[详情]
-

铝活塞环槽精切加工过程中利用刀具两侧的副后刀面对环槽两侧面的熨压(或挤压) 是提高环槽两侧表面粗糙度的重要措施。[详情]
-

全自动影像测量仪,是在数字化影像测量仪(又名CNC影像仪、其特征请参阅三年前所作《浅谈数字化与手摇影像测量仪的区别》一文,此处不再详述)基础上发展起来的人工智能型现代光学非接触测量仪器。[详情]
-

随着汽车工业技术的不断发展和进步,新材料、新工艺不断涌现,在这些加工过程中选择合适的切削液对于保证产品加工质量,提高加工效率,减少环境污染都是至关重要的。[详情]
-
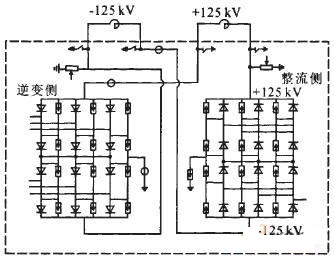
东北——华北联网高岭背靠背换流站工程(高岭背靠背工程)是西电公司承担的国家重点工程,其中晶闸管换流阀是高岭背靠背工程换流站的核心设备,高岭背靠背工程实现东北——华北电网的联网,是西安西电电力整流器有限责任公司(西整公司)首次承担制造的国内最大商业运行背靠背工程,是国内第一次独立进行±125kV直流背靠背工程晶闸管换流阀的设计、制造、绝缘型式试验、运行型式试验和现场调试的工程。[详情]
-

麻花钻是耗损量最大的刀具之一。半封闭的切削环境和特殊的几何结构,使其钻削温度高于相同条件下车削和铣削温度,再加上钻刃各处的切削速度、几何参数都会发生变化,从而导致麻花钻的使用寿命远远低于其它刀具,难以适应机床高速化和被加工材料高硬度化的趋势。[详情]
-

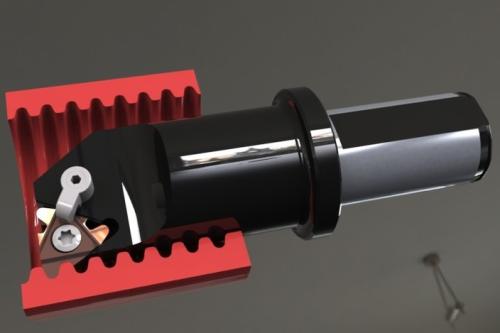
可转位面铣刀普通形式面铣刀 适于铣削大的平面,用于不同深度的粗加工、半精加工。[详情]
-

作为全球第三大管理软件厂商,Infor正在展望更长远的未来。成立十年以来Infor收购了数十家管理软件公司,如今Infor希望能够借助Infor10平台,整合已有产品,为客户带来新一代企业软件。[详情]
-

在提高加工效率方面,减少加工工序,进行复合加工,也是提高加工效率非常有效的手段。 减少加工工序我在同许多制造企业的同行交流时,发现他们通常会比较注重切削的三大要素(切削速度、进给、切削深度),而对减少加工工序却没有给予充分的关注。其实,减少加工工序经常会比提高切削参数更为有效。[详情]
-

高精度的机床、机床上的探测技术及非接触式对刀技术的发展为模具加工的自动化和快速成型提供了强大的工具。 [详情]
-
过渡表面(同义词:加工表面)----工件上由切削刃形成的那部分表面,它将在下一个行程,刀具或工件的下一转里被切除,或者由下一个切削刃切除。[详情]
-

材料、结构和几何形状是决定刀具切削性能的三要素,其中刀具材料的性能起着关键性作用。国际生产工程学会(CIRP)在一项研究报告中指出:“由于刀具材料的改进,允许的切削速度每隔10年几乎提高一倍”。[详情]



