-

采用GibbsCAM软件解决方案加速零件组生产,成功制造脊髓融合手术支架
Mendell公司坐落在在美国明尼苏达州Lakeville东南角的 Minneapolis 市郊,1965年成立,至今已有40多年历史。[详情]
-
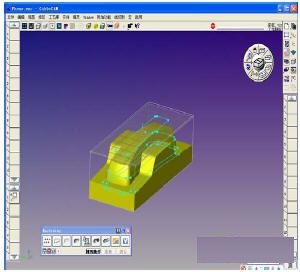
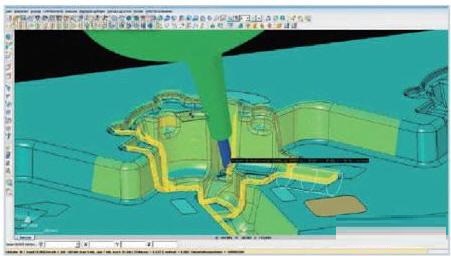
当所有操作都完成以后,我们就需要模拟仿真。在仿真中可以直观的观察刀具的运行轨迹,加工所需要的时间以及是否有干涉等。[详情]
-

嵌入式适配器数据处理模块的运行流程如图7所示。首先,获取数据采集模块采集的语法异构数据,依据XMLSchema解析采集的数据类型,XML生成器依据数据类型将采集的数据转化为XML文件,然后解析XML文件,获取封装规则定义的各个属性,读取XML文件,XML映射器依据XML XSLT将异构的XML数据同构化,最后,XML封装/发送器将同构数据进行封装,发送到DNC服务器的嵌入式适配器接口。[详情]
-
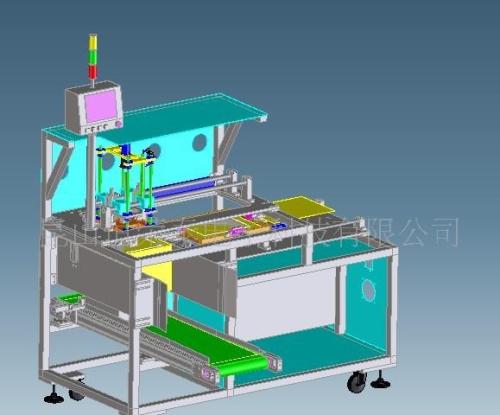
模块化生产系统(modular production system,MPS)是实际工业自动化生产流水线的微缩模型,可以实现生产线的上料、搬运、加工、安装、分类人库等环节的动作。[详情]
-

中国环流器2号A(HL—2A)是中国第一个具有偏滤器位形的大型受控核聚变研究装置,其主机由德国ASDEX装置主机主要部件经适当改造而成,其磁场线圈所需的供电系统及其它的配套系统则完全由我院自行研制。[详情]
-

车铣复合机是利用铣刀旋转和工件旋转的合成运动来实现对工件的切削加工,使工件在形状精度、位置精度和已加工表面完整性等多方面达到使用要求的一种先进切削加工方法。[详情]
-
同时拥有车削和铣削的功能,多主轴,多刀塔,材料在多工位加工,无需人工而自动从一个主轴转移到另一个,毛坯从一端进入,工件便从另一端出来——这就是GibbsCAM 对多任务加工机床的一般阐释。[详情]
-

美国先进制造研究机构AMR将MES定义为“位于上层的计划管理系统与底层的工业控制之间的面向车间层的管理信息系统”,它为操作人员/管理人员提供计划的执行、跟踪以及所有资源(人、设备、物料、客户需求等)的当前状态。[详情]
-
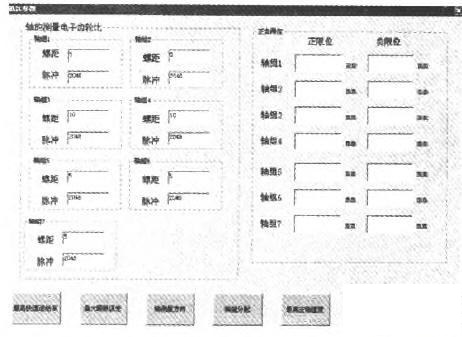
M162为电机1的实际位置,单位为1/[1108*32]cts,其中1108为电机1位置环比例因子,缺省值96。[详情]
-

某冶炼厂为吹炼炉配置有2台阳极炉,其中50t阳极炉用于将吹炼炉生产出的热粗铜精炼成阳极铜,再由圆盘浇铸机浇铸为阳极板。[详情]
-

目前,制造业逐步向网络化制造发展。然而,我国制造企业的数控车间有较大部分数控机床采用单机模式工作,数控机床整体运行效率低下,导致企业竞争力降低。为了解决这些问题,必须实现数控机床联网与数据采集。[详情]
-

现代产品的设计开发周期要求越来越短,产品需求出现小批量、多品种和个性化的特点。为了适应市场快速多变的情况,产品的开发较少采用全新设计,而借鉴已有产品进行改进设计则是快捷、实用的方法。[详情]
-
目前数控系统国外己占主导地位,主要有德国的西门子和法国的NUM公司以及日本法那克公司的系统,但开放式数控系统还很少,仍然采用普通数控机床的G代码编程,没有适合数控组合机加工特点的参数化自动编程功能。[详情]
-

复合加工是机械加工的发展方向之一,也是数控设备发展的一个主要方向。在多种复合加工领域中,车铣复合加工是目前发展最完善的一个领域。在国内外的各种展会上,我们可以看到很多机床厂家纷纷推出此类设备作为高端设备的展示内容。[详情]