-
GibbsCAM 有效支持TORNOS TB-DECO 及其全系列机床
从一份简单的2D传真图纸,到用户设计办公室的3D模型,或客户通过电子邮件传送的其它数据格式,GibbsCAM 赋予用户强大的数据读取能力,包括目前常见的绝大多数的数据格式.[详情]
-

帕金森病是一种难治的神经退行性疾病。面对这种顽疾,人们几乎束手无策。当下获批的疗法,更多也只是“治标不治本”——只能改善症状,无法逆转病情。[详情]
-

刀具半径补偿是数控铣削加工中的常用功能,本文就数控铣削加工中刀具半径补偿的建立和取消、刀具半径补偿量的指定和计算方法、刀具半径补偿功能的应用等进行了介绍。 [详情]
-

本文探讨了在Windows 环境下精确时间实现数控软件实时控制的方法,并以实现M0I 功能为例,介绍了在VisuaIC + + 中用多线程和事件同步的方法解决实时控制中存在的问题。 [详情]
-

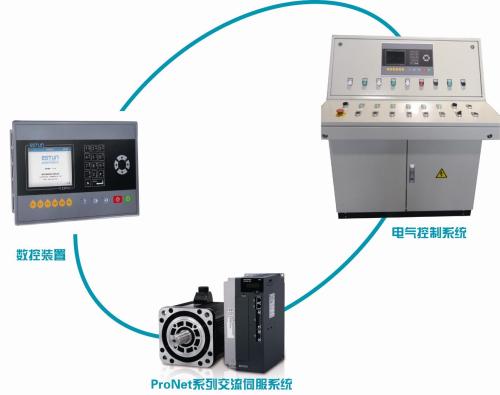
本文提出了一种新的机床数控软件化的体系结构及其相关技术.该结构体系将数控机床运动控制与工艺性能控制分离,分别由两个基于PC的控制器控制,其软件具有独立于硬件的性质,而且运动控制的软件是通用的给出了该结构体系下通用的数控机床运动控制基本软件模块.工艺性能控制 一种玫瑰线铣削加工为例.表明在本技术支持下,机床数控具有独立于具体硬件的软件化结构体系。本技术将直接支持工艺性能完全不同的机械制造设备的开发,如可 用于铣床、车床等通用金属切削机床的数控化,也可以用于开发齿轮和复杂曲面加工的专用数控设备,还可支[详情]
-

RS-485网络是一种能提高抗干扰能力、适合远距离传输的串行通信方式,在电力系统及工业自动化中有广泛应用。详细介绍了利用RS-485网络建立计算机与数控机床通信联网方案,同时给出RS-485/RS-232接口转换器设计及利用C++ Builder实现串行通信软件设计方法,可为电力系统自动化设备中的串行通信提供参考。 [详情]
-

自动换刀系统是数控加工中心的重要组成部分。本文分析了自动换刀系统的原理, 介绍了采用PLC对其进行控制的方法。[详情]
-

文章详细介绍了射频识别技术在数控加工中刀具识别的应用。首先介绍了整个系统的硬件构架,其中主要包含两个接口:工控机与射频读写模块之间的接口,射频读写模块与存储刀具信息的射频卡之间的接口。而后在系统的软件实现里,给出了工控机与射频读写模块间实现通信的具体编程方法;而射频读写模块与射频卡之间通信功能的实现通常由其生产厂家提供, 文章以Phllips 公司的mifare one 卡和通信协议ISO14443 TYPE - A为例,介绍了mifare one 卡的存储结构以及它如何支持该协议从而实现与射频读写模块间的通信。至此就可以完成加工现场的刀具信息在整[详情]
-

在分析数控车床自动回转刀架工作过程的基础上,介绍了自动换刀控制的PLC程序设计。实践证明,设计的程序在实际应用中灵活性强可靠性高。 [详情]
-
PLC作为信息科技革命与工业化触合的产物,在工业环晚中的使用已经得到认可和推崇。PLC拉制设计在不司的工生生产中有着不同的应用,本文的主要内容鱿足时PLC拉侧设计在毅控二作台中的使月进行分析和探讨。 [详情]
-

智汇工业联合ITPT教育工程将分期举办“西门子PLC+WinCC技术培训班”,第1期:2017年10月21日-10月25日; 第2期:2017年11月18日-11月22日;第3期:2017年12月16日-12月20日。[详情]
-

数控机床是典型的机电一体化系统。PLC工程现场界面涉及光、机、电、气、液等复杂的输入输出信令,加之PLC对于信号的逻辑处理具有的抽象运算特征,使得工业现场故障处理工作通常是相当的复杂困难,PLC机电系统现场故障往往使得缺少工程经验的设备管理者们束手无策,较长时间的故障处理处理可以大幅度降低产能,严重影响生产。本文以就事论事的方式平铺直叙具体的机电工程现场故障处理案例,保留住故障处理经验中最珍贵的分析判断过程。 [详情]
-

利用CAN总线的实时性和可靠性来提高数控机床的性能C上位机采用控制器S3C241[详情]
-

本文介绍了结合PLC对箱体加工的自动化控制系统的设计方案。 [详情]
-
使用普通平头设备进行工件的平头操作,平头面的光滑度和平面度,会受到刀具的精确程度以及操作人员的熟练程度等诸多因素的影响。数控平头机,可按照输入的进刀曲线连续工作,始终保持高精度和高效率,从而充分保证平头质量。 [详情]



