-

当下,全面屏概念的推出,在给手机终端带来影响的同时,也使得手机产业链经历了不小的变动。 [详情]
-
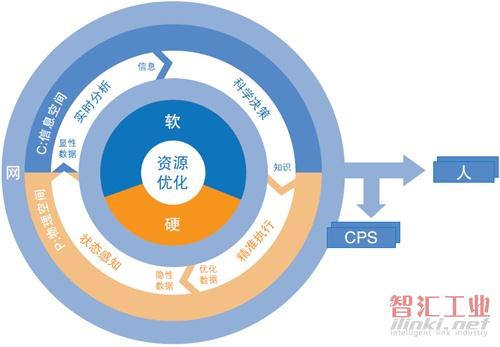
面向智能制造的数控系统必然是以CPS为基础构建,它不再仅仅是机床设备的控制系统,而是成为工厂甚至整个智慧城市的一个智能节点。 [详情]
-
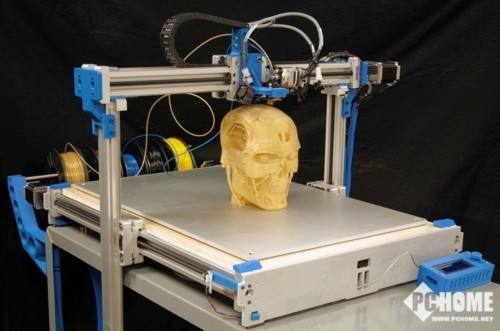
作为3D打印时尚世界的新人物,休斯敦的设计师Mora-Sanchez与CosineAdditive合作推出了新款时尚服装。她设计的可扩展3D印花连衣裙织布机已经在纺织制造行业掀起波浪,最近为Mora-Sanchez赢得了令人垂涎的詹姆斯.戴森奖和红点奖。 [详情]
-

有消息称,格力“牵手”河南洛阳打造“中国制造”新高地。9月18日,格力电器发布公告确认该消息。并表示,格力在该项目中所起的只是牵头作用,全部投资并非仅由格力电器一家公司完成。同时公司还表示有意向参与河南省属企业洛阳LYC 轴承有限公司的混合所有制改革。[详情]
-

近日,第十四届中国制造业国际论坛在天津梅江会展中心举行,瓦轴集团董事长孟伟作为嘉宾出席论坛,并与与会专家学者共同探讨“中国制造2025”新生态构建以及智能制造的落地路径。[详情]
-

近日宁波市液气密协会秘书处走访了会员单位宁波明和力盛液压科技有限公司,宁波明和力盛液压位于宁波北仑区小港纬三路85号,据公司总经理崔总介绍,明和力盛已有三十余年的机械制造历史,是一家集液压泵、数控机床、注塑机等设备为一体的综合性制造实体。[详情]
-

机械设备业借“一带一路”快速增长 上半年全国挖掘机销量同比增长110.3%
2017年以来,国内工程机械市场出现快速增长,装载机、挖掘机、压路机、平地机、推土机、起重机、叉车等都增长明显。多家上市公司财报分析指出,上半年中国经济稳中向好,固定资产投资同比增长8.6%,快于2016年8.1%的增速水平。[详情]
-
9月重卡销量突破10万辆,创下新的历史记录,同比狂增89%,环比增长7%,重卡市场已经连续三个月保持着80%以上的同比增幅。而传统上,7/8月份是重卡销售淡季。事实上,不只是重卡销量大增,挖掘机7月和8月的增速也达到108.95%和99.41%。[详情]
-

作为中国机械工程的龙头企业,徐工集团更是抓住经济复苏与“一带一路”的双重机遇,积极参与到沿线国家的基础设施建设中。[详情]
-

据了解,庄园牧场收入出现下跌,主要是由于液态奶产品,特别是发酵乳产品的销售下跌所致。[详情]
-

?说起巧克力,就能想起情人节。如今中国巧克力市场被国外品牌侵占,其中以瑞士和比利时为甚。[详情]
-

激光打标机在工业应用方面已经极其普遍,面对众多的激光设备该如何选择合适又价格合理的激光设备呢? [详情]
-

2017年9月,“制药人自己的生意圈手机APP”(APP名字:制药通;版本:安卓版)正式上线! 从这一刻开始,制药机械设备行业将掀起一场革命,一场具有智能化、个性化需求的移动互联网行业大风暴! [详情]
-

亚琛的Laserfac公司提供了一种解决方案,无需更换刀具的激光切割和焊接组合头,它可以在1s内自动在切割和焊接之间进行转换。 [详情]
-

无人操控、物联网、工业云大数据都将打开用户空间和后市场蓝海,而中国工程机械企业与老牌跨国公司的差距主要在技术和质量上,我们必须埋头苦干搞技术创新,精准走出一条适合自己的智能制造新道路,提升主机与零部件技术质量,要在新材料、智能控制上加快创新。 [详情]



