-

C语言中要实现可视化人机界面, 就必须要绘制图像, 而printf( )函数只能用来输出文本, 显然不能满足绘图的要求。[详情]
-
车铣复合设备不仅提高了工艺的有效性,由于零件在整个加工过程中只有一次装卡,加工的精度更容易获得保证,同时大大缩短了生产过程链。[详情]
-
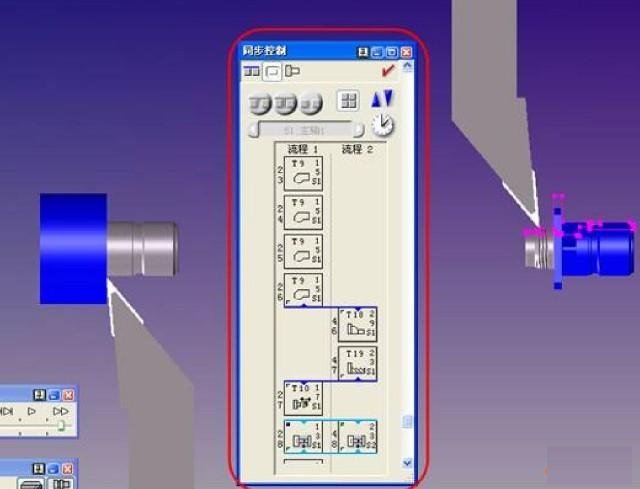
在GibbsCAM 中,工作的开始就是选择此工作所应用的机床。GibbsCAM 通过机床定义文件(MDD)让后续的编程环境知道需要开放那些功能,如是否有上下刀塔的选择,上刀塔是带B轴和自动换刀刀库结构还是12 把刀的刀盘结构等[详情]
-
任何零件的加工都离不开工艺的指导,一个好的设计师更需要对零件加工工艺有较强的认知,只有这样你设计的产品才能保证具有完美的加工流畅性。[详情]
-
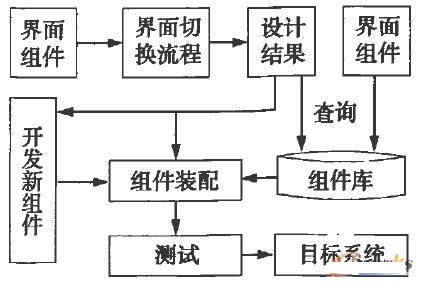
随着计算机技术的发展,用户对计算机系统的要求越来越高,特别是人机交互系统。用户除了要求人机交互界面美观、使用方便、反应快捷外,还要求人机交互系统具有可靠性,抗故障能力以及可以动态配置等。[详情]
-

传统的输入控制采用的是按钮、拨键、开关等操作元件,显示控制采用的是工控机CRT显示器。这些控制方式虽然比较简单,但都需要较大的操作面板,既不美观又不形象,接线也十分的复杂烦琐,不适合小型系统。[详情]
-
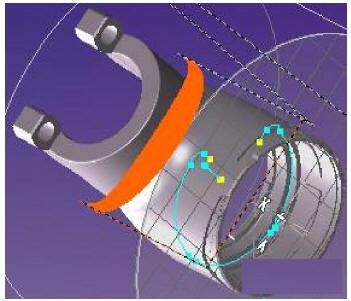
针对一些特定的加工,如某些磨床,需要把样条线的轮廓切削完全采用圆弧插补(G2/G3),而避免直线(G1)插补。[详情]
-

EdgeCAM是由英国Palhtrace工程系统公司开发的一套智能数控编程系统。这套系统的开发宗旨是不断提高用户的生产效率。[详情]
-

近年来多任务加工(Multi-Task Machining,MTM)机床或称复合加工机床在国内的各种机床展览上占据显著的位置,其一次装夹,完成全部或大部分加工工序,提高工件加工精度,缩短加工周期和节约作业面积,使其成为产品加工的发展方向。[详情]
-
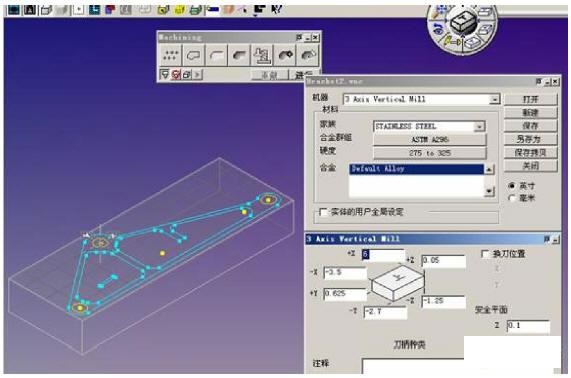
下面对一零件做2.5轴线加工的技术讲解,以增进大家对GibbsCAM软件2.5轴产品加工的了解。[详情]
-

据统计,造成全球环境污染的70%以上的排放物来自制造业,它们每年约产生55亿吨无害废物和7亿吨有害废物。[详情]
-

-

通过对机床工件搬运机械手主要结构和运动形式的探究,以及对机械手的工作过程和控制要求分析,根据机械手动作循环图设计液压系统控制图;并采用欧姆龙控制器系统进行电气部分的软硬件设计,绘制了PLC 的外部接线图和单循环自动工作状态流程图,将PLC 技术应用于机械手具有整体技术及经济效益。 [详情]
-

同步器测试系统是包含信号采集处理、电子电路、机械结构等学科于一体的自动控制机电一体化设备,能够完成典型的长时间、高重复性测试项目,运行稳定可靠,对于提高同步器测试自动化水平具有重要的实用价值。 [详情]
-

本文介绍Corona (MAXREFDES12#)子系统参考设计如何为工业控制和自动化应用提供结构紧凑而简单的隔离数字输入接口。 [详情]



