-
数控系统PLC 程序的设计是机床数控系统安装调试中最重要和最关键的步骤, 本文结合西门子802D 系统在经济型数控铣床上的应用, 简要介绍802D 系统的基本配置和I/O 地址的分配, 重点介绍数控系统内部接口信息的传送和PLC 的编程及应用。 [详情]
-
本文介绍自行研制的MKW7675数控往复式双端面磨床夹具动作的控制系统,通过其可编程序控制器实现先退夹具,再退砂轮,并控制夹具加速退出的同时,砂轮退出。对砂轮的补偿采用程序控制的方法解决,单步增量可精确到1μm ,补偿量可由操作工根据加工情况确定。 [详情]
-

三菱M60系列CNC作为三菱的新一代数控系统。因其具有优良的性能和较高的可靠性,同时兼具操作简便的特点,深受少广大用户青睐。我公司有多台采用60系列的CNC系统,在日常的土作中总结了一些经验,在此与大家进行一下交流。 [详情]
-

随着数控技术的快速发展,数控机床在制造业的普及率不断提高,但不是所有的零件都适合于在数控机床上加工。 [详情]
-

本文介绍了用于水平下调三辊数控卷板机的数控系统的开发,该系统基于开放式体系,系统硬件采用工控机IPC + PMAC( Programmable Multi2Axes Cont roller) 结构,软件使用VC + + 610 编程,实现了用数控系统直接控制液压比例伺服系统。 [详情]
-

本文针对工业测控系统数据流量大、实时性要求高的特点, 介绍了一种基于双口RAM的双CPU共享RAM技术及其在经济型数控系统中的应用。详细阐述了共享存储器技术的原理、总线争用解决方案及系统硬件接口电路、软件设计和通信协议等。并将该技术成功地应用在CQ9107数控机床的改造上。 [详情]
-
本文针对以步进电机作为驱动电机的数控机床开环系统存在的一些问题,诸如伺服精度低、失步误差不能补偿等,文章提出了一种新的控制技术———准闭环控制。采用这种控制方式,可以获得类似闭环系统的控制精度和开环系统的稳定性。文章选用MCS-51 单片机作为控制核心,直线光栅测量位移,在普通车床上建立了一种新型的准闭环控制系统。实践表明,该系统的控制精度高、稳定性好、性价比高。它适合于经济型数控机床,应用前景十分广泛。 [详情]
-

本文选择国产交流伺服驱动KNDSD100为例证,介绍了伺服驱动器重要参数的设置方法和技巧,并将部分故障处理技巧展现给读者,具有实用性。 [详情]
-

本文结合国际国内螺旋桨加工数控技术的现状,在进行螺旋桨数控加工数控技术研究的基础上,阐述了实现螺旋桨数控加工技术的基本途径和条件,着重介绍了大侧斜固定螺旋桨数控加工方法和过程。 [详情]
-
本文介绍磁悬浮主轴系统的组成及工作原理,提出了一种在常规PID基础上的智能PID控制器的新型数字控制器设计。其核心部件是TI公司的TMS320LF2407A,设计了五自由度磁悬浮主轴系统的硬件总体框图。用C2000作为开发平台,设计在常规PID基础上的智能PID控制器。理论分析结果表明:这种智能PID控制器能实现更好控制效果,达到更高的控制精度要求。 [详情]
-
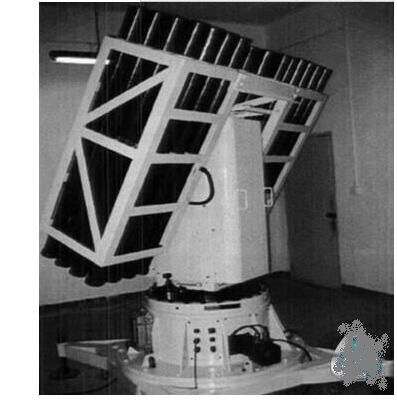
凯恩帝KND-K1000T四轴车床数控系统在交流主轴伺服驱动系统的应用
本文以凯恩帝KND-K1000T四轴车床数控系统为例介绍了其在交流主轴伺服驱动系统的应用,扩展了国产数控系统中的应用范围。 [详情]
-
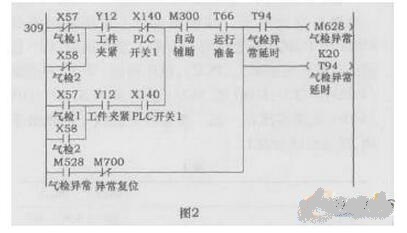
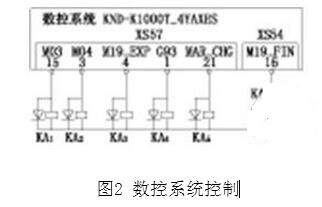
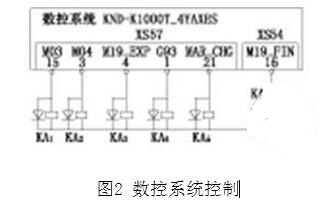
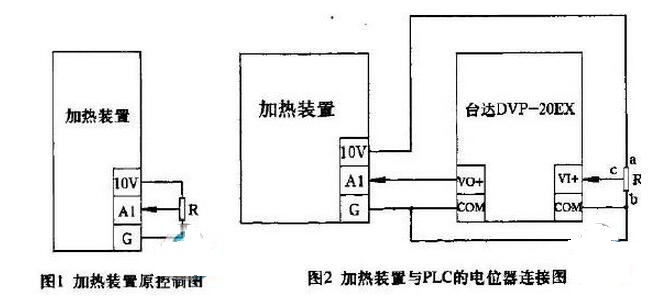
利用凯恩帝数控系统K1000M4i为控制软件,与台达DVP-20EX的PLC连接,开发了一台专用四轴数控铣床,KND数控系统作为上位机,用M指令控制PLC的模拟趁的处理,保证了数控系统的多任务处理能力和实时性。该系统具有开发周期短、成本低,可靠性高.实时性强等特点。符台新一代数控系统的要求。 [详情]
-

本文介绍了用西门子S72200PLC构成数控平台控制系统的开发, 讨论了系统组成、插补运算、PLC软件脉冲分配及控制程序的设计, 给出了脉冲分配梯形图和PLC控制程序流程图。 [详情]
-
本文数控技术在生产加工中小型形状复杂的机械零件中,其经济效益显著:数控技术在大型钢结构的加工制作中也发挥了其强大的优势—省时、省力、节约成本等。本文以国电蚌埠电厂2*600MW机组工程汽机房钢屋架制作为例,阐述7数控技术在钢结构加工中的应用。 [详情]
-
本文阐述整体叶片盘属于复杂曲面类零件,对于流道比较窄的整体叶片盘,一般采用铸造成型。介绍了具有窄流道的整体叶片盘的四轴联动数控加工。 [详情]



