-

激光切割是一种高能量密度可控性好的无接触加工。[详情]
-

碳纤维增强复合材料(简称CFRP)具有比强度高、比模量高、减振性好等优点,在航空航天领域得到了广泛应用,在汽车、医疗器械、体育器械等行业的应用也日益增多。[详情]
-

随着市场竞争的日益激烈,如何提高产品设计效率,适应快速多变的市场需求已成为企业十分关注的问题。正因如此,计算机辅助设计已成为设计中必不可少的工具。[详情]
-
并行工程(Concurrent Engineering, CE)[1]是美国在80年代末提出、90年代重点发展的武器研制工程技术,是一种用来综合、协调产品的设计及其相关过程——包括制造和保障工程的系统方法,它要求研制人员从一开始就考虑从方案设计直到废弃的产品寿命周期的所有要素,包括质量、费用、进度和用户要求。并行工程在产品研制中提高产品效能和节省寿命周期费用方面已被理论和实践所证明。[详情]
-

在20世纪末期,科学技术迅猛发展,带来一场数字化革命。随着计算机、微电子、信息与自动化技术的长足发展,并在制造业中得到越来越广泛的应用,使人们摆脱传统机械加工生产方式成为可能。[详情]
-
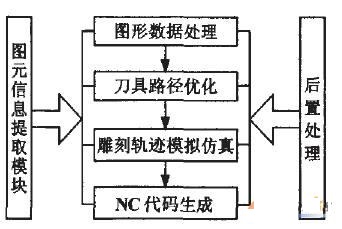
CAD/CAM在加工领域中应用的主要问题是如何根据CAD软件设计的图形自动生成工艺合理、指令准确的加工程序,取得理想的加工效果。[详情]
-
后置处理是一个文本编辑处理过程,其作用是将提取的图形信息根据指定数控机床的特点及规定的格式进行分析、判断和处理,转化为机床能够识别的NC代码并输出。[详情]
-

基于CAXA制造工程师特征造型与MasterCAM9模具加工应用实例
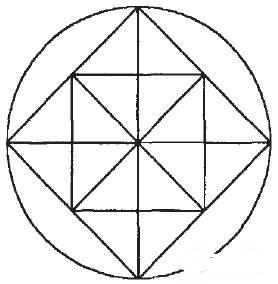
CAXA制造工程师是国产的CAD/CAM软件,该软件以中文界面、易绘图、方便的特征实体造型,得到学校及中小企业的喜爱,但是在长期的教学及使用过程中发现,该软件生成的轨迹过于冗长,算法不精炼,G代码过长,加工时间太长。[详情]
-

对铁路轨道进行静态几何参数的检测是铁路部门的一项常规工作,使用便携式轨道检测仪能大幅降低检测人员的工作量。[详情]
-

首先,在基本思想方面,工业设计的观点是要把包括对美的追求在内的精神、文化因素融入到物质产品中去,即创造的产品应同时满足人们的物质与文化需求。[详情]
-

本人结合自己的工作和在实际中遇到的几个问题,谈一下对后处理的认识以及应该注意的几个问题,尽量减少在实际应用中因后处理的不当所带来的损失(比如撞刀、过切等)。 [详情]
-

本文介绍了复杂型面的主要加工方法,分别探讨了复杂型面数控加工技术的三个关键问题:五轴多功能数控加工中心,刀具系统和五轴加工中的工艺规划问题。 [详情]
-

本文探讨了现今在企业已经普遍使用的西门子S7系列和三菱FX系列的PLC编程软元件和指令的相似性和不同性.能够帮助企业工程人员解决两种类型程序的编程问题和相互转换问题,提高企业工程技术人员的综合水平,适应企业设备的现状,以降低企业的成本,延长企业设备的使用寿命,对企业的发展做出贡献。 [详情]
-
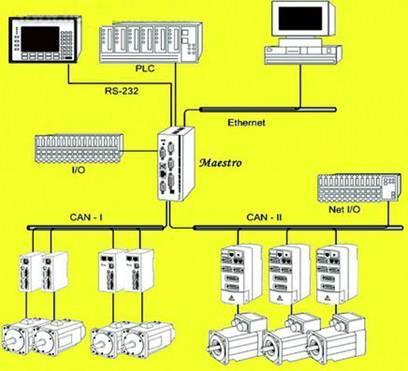
可编程控制器的功能已由传统的顺序逻辑控制延伸至模拟量控制、运动控制等高端领域。以全自动端子机为被控制对象,基于PLC基本CPU和运动控制CPU构建了双CPU多轴运动控制器。在分析全自动端子机工作过程的基础上确立了系统的设计方案。对双CPU间的通讯实现技术进行了详细的阐述。构建了基于.net架构的人机控制界面。该运动控制器具有良好的可扩展性和可靠性,易于开发。应用适宜的开发工具可以有效地降低系统的开发周期和开发成本。 [详情]
-

由于Linux不具有硬实时性,在开放式数控系统运动控制器中采用RTAI(Real Time ApplicationInterrace)妻时方案来解决嵌入式Linux数控平台的实时问题。RTAI能够实现内核的可抢占性,实时中断机制以及动态优先级调度等基本实时机制;同时它完全开放源码,方便针对嵌入式控制应用的内核调度机制进行改造。文章对RTAI的特性及在基于Mpe5200数控系统运动控制器中的改造和应用进行了研究分析。实验证明该方案能够满足嵌入式控制系统的实时性需求。 [详情]



