-
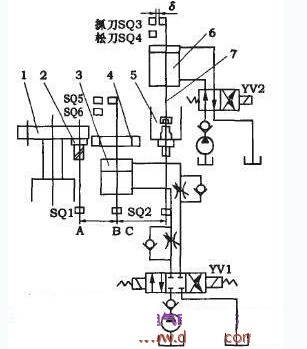
PLC在数控机床上起着连接NC与机床的桥梁作用,一方面,它不仅接受NC的控制指令,还要根据机床侧的控制信号,在内部顺序程序的控制下,给机床侧发出控制指令,控制电磁阀、继电器、指示灯,并将状态信号发送到NC;另一方面,在对大量开关信号处理过程中,任何一个信号不到位,任何一个执行元件不动作,都会使机床出现故障。在数控机床的维修过程中,这类故障占有比较大的比例。因此掌握用PLC查找故障的方法很重要。[详情]
-
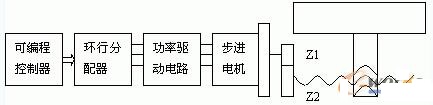
PLC控制器具有通用性强、可靠性高、指令系统简单、编程简便易学、易于掌握、体积小、维修工作少、现场接口安装方便等一系列优点,因此广泛应用于工业自动控制中。而它控制的步进电机开环伺服机构应用于组合机床自动生产线上的数控滑台控制,可省去该单元的数控系统使该单元的控制系统成本降低70~90%,甚至只占用自动线控制单元PLC的3~5个I/O接口及<1KB的内存,在大型自动线中,可以使控制系统的成本下降得更加显著。[详情]
-

本文介绍了永宏PLC在钢丝裁剪设备上的应用,该钢丝裁剪设备为电梯厂提供部件的设备。永宏PLC简便的脉冲指令,给位置控制的实现带来了极大的方便。永宏PLC的稳定、可靠、高速的性能深的客户的信赖。[详情]
-
在过去的几十年里,可编程逻辑控制器(PLC)一直被广泛用于自动化领域,而在可预知的未来,PLC仍将长盛不衰。面向离散控制而设计PLC的实际上已经成为工业领域一个具有伟大意义的统治性工具。[详情]
-
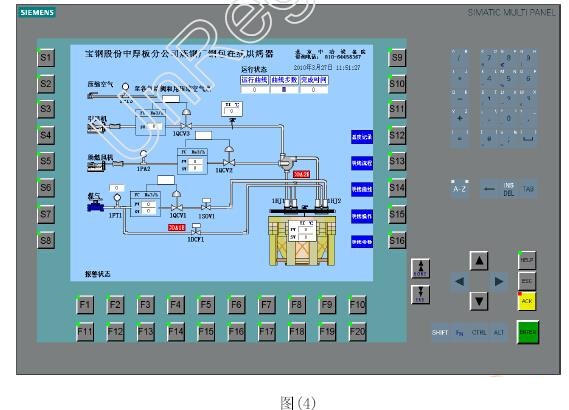
西门子S7-300 PLC与MP370 在钢包烘烤装置中的应用
本系统采用西门子S7-300 系列PLC 设计的电气控制系统,MP370 系列触摸屏设计的操作与监控系统。成功的实现了中间包烘烤装置系统的自动控制,监控操作与实时报警,满足了生产的工艺要求。[详情]
-
本文主要介绍了安丰钢铁转炉煤气回收控制系统的设计及系统功能。该系统的投入使用,不仅实现了资源的可再生利用,而且极大地保护了环境,降低了操作人员的劳动强度,取得了良好的经济效益和社会效益。[详情]
-
随着机械加工精度和效率要求的日益提高,plc正迅速地应用于机械加工设备的自动化控制系统中。plc可靠性高、抗干扰能力强、系统组合灵活方便、编程语言简单易懂、对生产工艺适应性强。[详情]
-

锯机是一种对连续运动的高频焊管钢材进行定尺切断的自动化设备,可在焊管或型钢高速运动下实现自动跟踪锯切,是焊管生产线上最后一道工序的生产设备,对产品的质量和生产效率有较大的影响。要精确地剪切快速运动中的管材,剪切工具必须与机组的运动精确协调,尤其是在机组速度变化时,生产工艺要求剪切工具必须与机组线速度保持同步跟踪的情况下来进行定尺剪切。[详情]
-
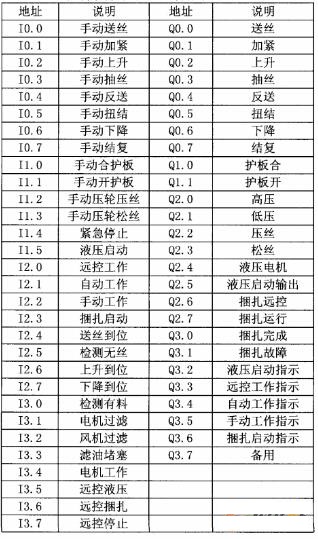
钢丝捆扎机是我国在消化、吸收国外先进技术,结合我国具体情况自行设计、制造的一种适合棒管材生产线的钢材包装产品。其控制系统主要采用西门子S7-200型可编程控制器作为核心控制元件。控制系统的各类主令设备和检测元件信号直接接到PLC的输入端,再通过PLC的输出端控制继电器控制电磁阀线圈和指示灯的通断,进而控制电磁阀和电机,以保证各种动作准确完成。[详情]
-

由于PLC具有操作简单、灵活,可靠性好等特点,那些独立的控制单元或信号比较集中的系统,大都采用PLC进行过程控制。该文以电厂烟气脱硫系统中的石灰石粉制备控制系统为例,主要介绍了其控制系统的软、硬件配置,软件设计,实现方式,控制过程等。 [详情]
-

本文针对经济型车床的数控化需求,采用德国西门子公司801型数控系统配套DORNA伺服驱动器等器件集成了通用数控系统。该通用数控系统具有可行性强和实用推广性。 [详情]
-
本文介绍了PLC控制变频器的通讯方法和硬件安装,说明了变频器各种参数之间的配合和使用技巧,阐述了变频器多功能端子的含义、使用及操作步骤。在此基础上,运用三菱PLC技术,完成了,PLC控制变频器7段速的编程方法和接线方法的设计。实验结果表明,交流电动机的运行速度变化和所设计的7段转速原理图一致。 [详情]
-

本文详述了用PLC控制步进电机实现数控系统的定位控制功能的方法,新型PLC的高速脉冲输出功能有效的避免了扫描周期的影响,完成快速移动和精密定位。 [详情]
-

所谓五轴加工在这里指的是一个人机至少五轴(三线性坐标,两个坐标),而且在计算机数控(CNC)系统控制下,可处理某些复杂自由曲面,如涡轮叶片和涡轮机、舰船螺旋桨、许多壳体、模具表面特殊和复杂型腔。[详情]
-

普及型中档数控系统是我国机床市场需求的主体,也是数控机床产业结构优化的基础。当前,国产数控系统产业面临着十分严重的形势,国内80%以上中高档数控系统和数控机床依靠进口,数控系统产业发展的严重滞后,已经成为制约我国制造业发展的瓶颈。[详情]



