-

西门子SINUMERIK 840D系统为五轴加工提供了独一无二的性能和功能,尤其对于加工飞机上非常复杂的结构件和发动机部件,为客户带来诸多好处。[详情]
-

热封制袋普遍应用在产品包装、食品药品包装等领域。因其快速不污染被包物且节省成本而得到快速发展。本文针对热封中出现的不足,采用松下Fp0-32 位可编程逻辑控制器的数控技术对热封机生产工序进行精确设计,在不同外界环境下,制定出合理的热封温度、压力和时间的上下限。最终开发出更高效、更合理的热封方法。[详情]
-
四轴联动简易机械手的各个动作和状态都由PLC控制,不仅能满足机械手的手动、半自动、自动等操作方式所需的大量按扭、开关、位置检测点的要求,更可通过接口元器件与计算机组成PLC工业局域网,实现网络通信与网络控制。使四轴联动简易机械手能方便地嵌入到工业生产流水线中。[详情]
-

薄壁深腔类零件广泛用于一些仪表产品的箱体当中,在以前的加工中经常使用焊接式的机箱,但是由于焊接式机箱在焊接后容易变形,在加工之前必须由钳工校正。[详情]
-

数控技术的发展对工业生产带来了革命性的影响,数控技术和数控设备的先进性已经成为衡量一个国家、企业数字化的重要标准。[详情]
-

面对我国航空、航天、核电、风电、船舶等国家重点领域的重大工程项目对关键加工装备的迫切需求,发展大型、重型高档数控机床成为必然,高架式五轴车铣加工中心就是为此而设计的。[详情]
-

对变齿厚蜗杆有一定了解的人都知道,它的加工工艺复杂异常,当下对变齿厚蜗杆的加工主要采用的是通过挂轮车的方法进行,这需要规模庞大计算总量,还应当进行制作挂轮等工作。[详情]
-

我厂是生产船用中高速柴油机的专业厂家,在柴油机零件生产过程中,经常会遇到台阶深孔的加工,原来的加工方法是用麻花钻加工或用枪钻打出底孔,再用扩孔刀加工出台阶孔。该方法加工效率低,而且容易出现台阶孔不同轴现象,导致零件加工不合格,影响柴油机装配关系。[详情]
-

四轴联动数控精密电火花成形机床能够满足对于复杂模具的高效精密加工问题,比如高温合金、钛合金材料带叶冠整体式涡轮盘类零件等,特别适用于在关键制造的发电设备、精密模具、航天航空等众多领域,对于提高数控技术发展具有重要作用,这里使用的则是从欧洲引进的一台FORM300四轴联动数控精密电火花成形机床。[详情]
-

PLC的最核心部分为中央处理器,即CPU,其包括存储器与CPU两个部分。一般中小型的PLCCUP通常是8位或者16位的微处理器,控制器为单片机。PLC的存储器也有两个部分,分别是系统程序存储器与用户程序存储器。[详情]
-

随着汽车工业、航空航天工业、造船工业、通用机械工业等领域技术快速发展,企业对基础工件的加工和加工装备的要求越来越高,需要在保障较高加工精度的同时提高加工的效率,而数控高速加工作为先进制造技术正逐渐成为这些企业适应市场需求的必然选择。 [详情]
-
PLC的日常维护和保养比较简单,主要是更换保险丝和锂电池, 基本没有其它易损元器件。由于存放用户程序的随机存储器(RAM)、计数器和具有保持功能的辅助继电器等均用锂电池保护,锂电池的寿命大约为5年,当锂电池的电压逐渐降低到一定程度时,PLC基本单元上电池电压跌落到指示灯亮,提示用户注意有锂电池所支持的程序还可保留一周左右,必须更换电池,这是日常维护的主要内容。 [详情]
-

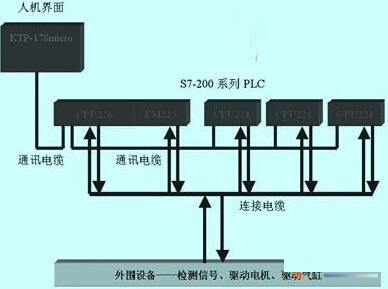
S7-200系列PLC和MT-500系列触摸屏在工业生产线上的应用
在市场经济激烈竞争的今天,冰箱内胆的制做上各有各的特点,针对我们的产品会给你带来更多的方便,给你的生产效率大大的提高。 [详情]
-

目前,国内用户选用的可编程控制器(PLC)仍以国外产品为主,造成这种局面的一个重要原因是欧、美、日等发达工业国家掌握了高端PLC的核心技术,其硬软件技术对应用者来说完全是封闭的,使用者只能从应用的角度学习PLC,而不能参与PLC的开发。 [详情]
-

随着计算机硬件、软件的快速发展,特别是网络技术的快速发展,著名工控厂家及系统集成商都大力开发以太网产品,关注PLC的直接上网问题。现在国际上知名的PLC厂家产品均能够实现直接上网,如施耐德公司全线的Quantum系列、Premium系列等、通用电气公司GE90-70系列、GE90-30系列、VersaMAX系列等、西门子公司的有关PLC、罗克韦尔PLC的有关系列控制器等。 [详情]



