-
基于航空领域中广泛使用的CATIA设计平台,提出了一种针对某型号舰载机机翼模型的快速建模方法。通过对模型种类划分、建模基准及建模标准化流程的封装,建立了机翼中各类组成零件三维模型的快速设计模板,实现了快速自动建模。 [详情]
-

通过查资料,电镀工业含铬废水的处理最常用的方法有还原法、电解法,工艺成熟,运行效果好。 [详情]
-

综述了产品服务系统相关研究和实践的发展,分析了各种产品服务的特点和产品服务系统理论,以及产品服务系统的共性的关键技术。综述了一些产品服务系统的功能和特点。 [详情]
-

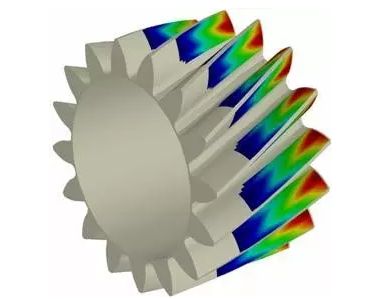
本文采用CAE软件——FEKO提供的电磁仿真手段,分析L波段下V尾侧向散射特点。最后分析了不同方位角内的散射机理。 [详情]
-

本文通过企业PLM&ERP成功实施的实例,介绍集成环境下制造BOM(MBOM)搭建过程中物料属性的划分技巧,主要益处包括:虚拟件和供应件的划分有利于处理工程机械行业的各种复杂业务;工程BOM(EBOM)与MBOM同步下,采购组件与公用组件的拆分合并,大大降低MBOM的变更率;MBOM的集成考虑两大系统兼容性,提高传递速度;客户化MBOM的创建满足多样化的订单需求。 [详情]
-

本文以笔者所在公司为研究对象,进行PDM实施技术的应用研究,从而把理论和实际应用结合起来。 [详情]
-
本文基于电子热分析软件Icepak对笔记本电脑叉排式散热器风冷散热进行CAE模拟,研究叉排式散热器在不同翅片高度、不同间距及不同厚度情况下的散热效果。 [详情]
-
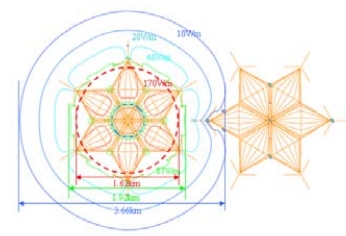
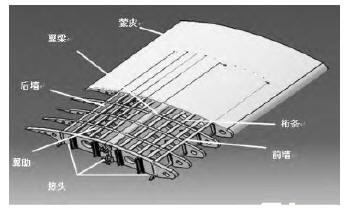
本文以美国Cutler甚低频发射天线为例,采用CAE电磁仿真软件——FEKO对天线幕下感应场进行数值计算,分析天线幕下感应场对工作人员以及周围大众的影响。 [详情]
-

基于CAE软件——ANSYS Workbench的双余度线位移传感器疲劳寿命研究
本文基于CAE软件——ANSYS Workbench对双余度线位移传感器随机振动分析的结果,结合疲劳寿命理论,以弹簧为例,对其进行疲劳寿命预测,为产品的疲劳寿命预测提供了分析方法。 [详情]
-

PDM和ERP管理数据的本质是对物料编码进行管理,因此统一企业物料编码对整个企业的信息化管理非常有帮助,也是企业信息化项目中应该重点考虑的问题。 [详情]
-

PLM软件作为企业或跨企业间协作的集成平台,除PLM软件自身所提供的功能外,还能将其他应用软件集成在这个平台上,如与ERP、KM、SCM等平台的集成,从而营造一个产品协同开发的环境,让客户、设计者、供应商等一起参与产品的开发,提供产品全生命周期中的数据和过程管理。 [详情]
-

本文以公司基于ENOVIA VPM开发完成的飞机起落架设计协同系统为基础平台,通过人员组织权限管理、锁机制、权限传送控制等安全机制,利用关联设计技术、基于模型的定义技术和设计复用技术,实现某型飞机起落架的三维协同和并行设计,为现代飞机起落架设计提供了有效的新方法。 [详情]
-

Web零件库是满足整机企业和零件供应商双方需求并密切协作的新系统。研究了Web零件库的构建方法,包括零件族的建立、基于事物特性表的零件描述、基于零件功能结构的语义特征的零件描述和基于本体的零件描述;阐述了Web零件库的体系结构。 [详情]
-

PLM结合电子商务技术与协同技术,将产品开发流程与SCM、CRM、ERP等系统进行集成,将孤岛式流程管理转变成集成化的一体管理,实现从概念设计、产品设计、产品生产、产品维护到管理信息的全面数字化。 [详情]




