-
为提高产品全生命周期管理系统开发实施的客户满意度,提出了一种增量式聚合开发实施方法。首先建立过程模型,并进行了形式化描述,给出了该方法的核心——集成产品元模型,定义了信息组织的框架。面向增量式聚合的元模型体现了业务特性和软件系统特性,为实现其二维特性的统一,给出了相应的模型层次结构。 [详情]
-

本文以实施产品数据管理系统项目为平台,介绍在项目运行过程中,如何结合企业实际情况,裁剪部分项目管理工具及过程以保障项目顺利实施。阐述了项目管理知识体系中的工具并不能全部都用于项目实施,重点描述在产品数据管理系统的项目中,需因应企业不同情况而使用哪些项目管理工具。通过运用这些工具,为项目顺利实施打下坚实基础,并增强企业与实施方之间的信任。 [详情]
-

本文研究NX的系统建模技术与集成推理技术,建立符合组合机床设计特点的推理机制;通过交互方式和系统的导引、推理,快速完成满足客户需求的组合机床设计。将组合机床的设计知识和规范集成在系统中,提高组合机床设计效率,减少组合机床设计过程中的重复劳动,保证设计质量,从而提高企业的设计效率和设计水平。 [详情]
-
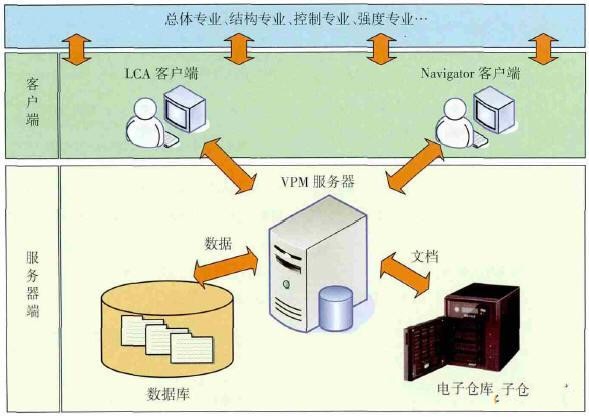
本文以公司基于ENOVIA VPM开发完成的飞机起落架设计协同系统为基础平台,通过人员组织权限管理、锁机制、权限传送控制等安全机制,利用关联设计技术、基于模型的定义技术和设计复用技术,实现某型飞机起落架的三维协同和并行设计,为现代飞机起落架设计提供了有效的新方法。 [详情]
-

基于CATIA二次开发技术,通过编写少量的代码即可实现标准件模型的自动检查功能。通过自动化检查程序来完成对标准件模型的检查工作,这样能够确保标准件模型的正确性,并且提高了模型检查的效率。 [详情]
-

文章介绍了Parasolid是世界上领先的、经过生产证明的三维几何建模组件软件。利用该软件提供的核心功能,基于Parasolid产品的用户能够快速、稳定地对行业最复杂的产品建模。 [详情]
-

本文探讨了一种基于西门子系列 PLC 的工业并行控制系统模型,通过分析西门子系列 PLC 控制器工作原理、储存器特征、PLC 的通讯及信息自动化网络特征,使用 PLC 顺序逻辑扫描方式,建立并行系统框架模型,使 PLC在使用过程中能充分提高控制效率,并解决系统编程混乱问题,建立容错机制并强化系统健壮性。 [详情]
-

引言在切削技术研究及实际切削加工中,有关切削力的数据是计算切削功率、设计和使用机床、刀具和夹具、开发切削数据库、实现加工中切削力控制等的重要依据。[详情]
-

科学技术的每一次重大进步都给机械量测试方法及仪器带来革命性的变革。 20世纪50~80年代,机械量测试理论与电子技术相结合,产生及发展了机械量电测技术。[详情]
-

高速化、精密化和模块化是现代制造技术的发展方向。新的切削理论认为:当切削速度达到一定程度(约500m/min)后,切削区温度不再上升,并且切削力反而会减小,刀具磨损也减少。[详情]
-

本文探讨了目前数控技术在中小型企业机械加工生产中的应用问题,应用SIEMENS机床数控系统对龙门刨床进行CNC数控化设计,采用Vosual Basic 6.0语言编制罗茨风机两叶叶轮加工程序,加工罗茨风机两叶叶轮进行了详细论述。 [详情]
-

独特的造型和优美的线条是汽车制造业车型日益多样化的突出特点。设计师希望满足驾车人的愿望,但在将这些愿望化为现实的过程中面临着许多问题,例如技术复杂性的提高与成本和时间压力不断增加间的矛盾,因此改善生产方法比以往任何时候都更重要。[详情]
-

目前的航空产品零件突出表现为多品种小批量、工艺过程复杂,并且广泛采用整体薄壁结构和难加工材料,因此制造过程中普遍存在制造周期长、材料切除量大、加工效率低以及加工变形严重等瓶颈。为了提高航空复杂产品的加工效率和加工精度,工艺人员一直在寻求更为高效精密的加工工艺方法。[详情]
-
某厂有一台Rambudi五轴联动的高速铣床,最大装夹刀具直径20mm,主轴功率12kw,最大进给10m/min,主轴转速1000到15000r/min,FIDIA系统,机床自动减速很好,每当曲率变化急剧时,自动减速,避免了高速时惯性对机床的损害,是比较典型的高速机床。[详情]
-

采用合适的CAM软件进行编程的五轴加工技术可以为用户提供更现实有效的策略来减少循环次数、减少加工步骤、提高表面质量和加工质量并延长刀具寿命,这些对传统的三轴加工来说是不可能的。[详情]



