-
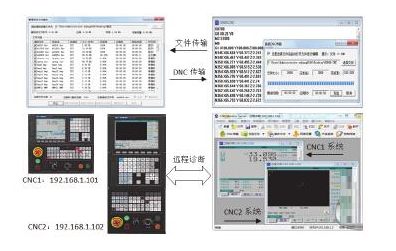
本文针对网络数控系统发展趋势,提出了一种基于 W5100 网络芯片和 OMAPL138B 微处理器网络数控系统设计方案。介绍了系统体系架构、硬件电路接口分析和设计、网络数控系统组网方案及软件设计方案。硬件部分采用直接并行总线模式实现OMAPL138B 与 W5100 连接,软件部分完成了 W5100 驱动编程、Socket 编程及应用功能开发,最终实现数控系统组网功能,对数控系统网络化应用具有较高的参考价值。 [详情]
-
本文以CAXA数控车软件为前提,以非圆曲线零件为例,详细介绍了利用CAXA数控车的造型设计、程序的后置处理的全过程。并结合宇龙数控仿真,对程序进行校验。经过实践表明,采用CAXA数控车针对非圆曲线零件自动编程,大大降低了编程难度,提高了编程效率,缩短了零件制造周期。 [详情]
-

本文通过研究聚晶金刚石复合片PDC 的激光切割机理和工艺,研发适用于PDC 激光切割的激光束参数变换系统和观测定位光学系统,完成了激光切割数控机床结构设计和数控切割系统,开发了聚晶金刚石复合片数控激光切割机床,实现了自动化高精度切割,并有效提升了PDC 激光切割的厚度和生产效率。 [详情]
-

基于CAXA制造工程师2011的叶片金属铸模的建模及数控加工
文章介绍通过CAXA制造工程师2011软件对叶片的金属铸模进行三维造型和自动编程,利用仿真功能进行仿真加工,并最终在加工中心加工成品的过程。基于CAXA制造工程师软件设计和加工,提高了铸模加工效率,缩短了生产周期,使叶片铸模的精度得到保证。 [详情]
-

基于计算机并行口EPP协议的控制系统在硬件上无法满足工业环境要求,但是通过优化程序结构设计以及提高软件容错能力的途径,可以在一定程度上实现"以软补硬”的目的。,采用上述可靠性设计思想的快速成型系统,即使使用了低成本的控制模块,控制系统的性能指标仍然达到了设计要求。 [详情]
-

-

利用条码技术进行精密测量的典型仪器是1990年Leica公司开发成功的数字水准仪NA2000,这种光电一体化的新型仪器,具有测量速度快、精度高、操作简单、读数直观,能自动计算高差、高程,自动记录数据,计算机数据处理和容易实现基准测量一体化等诸多特点。国内目前对该技术的研究较少,本文提出了一种基于ST半导体公司的32位高性能处理器STR912FW44X6的测量系统方案。 [详情]
-

文章介绍了数控弯管机旧程序的缺陷,并在机车管道弯制工艺分析的基础上着重介绍了管道弯制的各种算法设计、数控软件编制流程及新软件的主要功能。 [详情]
-

文中主要介绍利用NX软件进行三元流叶片建模及压型模数控编程的一种方法和技巧,该方法的运用完全满足了此类零件的造型及NC程序编制要求,提高了零件数控加工质量。 [详情]
-

现场总线技术的迅速发展,引起了数控系统结构的改变。开发基于现场总线技术的全数字式数控系统是目前国际高档数控系统的发展趋势。为实现全数字式数控系统兼容多种现场总线,达到屏蔽各种现场总线差异的目的,在参考现场总线协议模型的基础上,建立了数控总线结构模型,设计了一个统一的应用层架构,分析了多种现场总线集成环境下能够兼容各种总线的技术需求。并对关键性技术提出了解决方案,提出了单位系概念。该设计屏蔽了各总线差异,向用户程序提供了统一的服务接口,具有很好的兼容性和扩展性。 [详情]
-
数控软件系统是实现航空产品数字化制造必需的支撑工具系统,是数字化制造装备得以运转、数字化产品能够诞生必不可少的工具,这是航空产品的复杂内部结构和复杂气动外形结构所决定的。产品品种规格的变化越来越快、批量越来越小,而产品交付进度却越来越快,在此基础上,企业对数控软件的需求及其支撑作用效果变得越来越高。 [详情]
-

本文针对传统定位加工技术存在的问题,提出了新的软件寻位加工概念,研究了软件寻位加工中工件寻位问题的求解方法,给出了典型的软件寻位加工控制方法,介绍了软件寻位加工系统和实际加工实验结果。理论研究和实际加工结果表明,所提出的原理和方法是可行的,其主要优点是。通过主动获取工件信息、自动求解工件状态及实时生成加工轨迹,可实现对工件的位姿自适应加工,因而无需使用精密夹具和人工找正,可使单件小批零件的总加工周期比采用夹具的常规定位加工方法缩短50%以上,具有良好的应用前景。 [详情]
-

本文提出了使用总线管理插补数据的方法,并通过分析数控插补数控软件芯片的功能和完成这些功能所需要的数据,设计和构建了数控插补数控软件芯片的总线结构。[详情]
-

为了提高圆柱滚子无心磨床的加工精度和效率,通过变频器来实现砂轮、导轮转速的无级变频调速。两台变频器通过CC-LINK网络模块与PLC通信,满足不同规格圆柱滚子的加工要求。应用情况表明,CC-LINK总线控制技术提高了系统的运行稳定可靠性。 [详情]
-

液态乳无菌砖包装是现今液态奶高端包装形式,可在较长保质期内有效保护液态奶内部脂肪与蛋白质等营养物质[详情]



