-
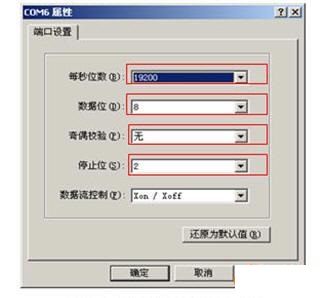
数控机床是一种高效率的机电一体化设备,已广泛应用在各加工制造企业当中,在应用当中,利用RS-232C串口进行数据的传输是其中较为重要的一个环节。[详情]
-
车床作为机械制造业的重要基础装备,它的发展一直引起人们的关注。由于计算机技术的兴起,促使车床的控制理论发生了质的突破,应用数字技术进行柔性自动化控制的新一代车床数控车床的诞生和发展,实现机械加工工艺过程自动化。[详情]
-
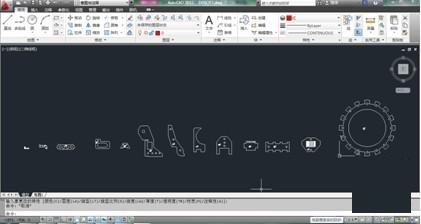
在中国,中小型企业占着市场的主要份额.这些中小型企业里,图纸正常是以成套产品来摆放.其电子档也归结于存在一份DWG或DXF的图中.如图一.那如何对此图做零件的分类以及每个零件的材质,厚度,需求数量又从哪儿取得呢?如何做到一一对应呢?[详情]
-
螺旋齿轮广泛应用于液体流量计的结构中,采用一对互相啮合的螺旋齿轮的流量计具有体积小、重量轻、运行振动噪声小等优点,可测量高粘度流体的流量。[详情]
-

新兴技术所带来的变革性力量正在一次次刷新人们的生活。与它所带来的效益和惊喜相对应的,是人们对于新兴技术可能产生的不良影响的担忧。 [详情]
-
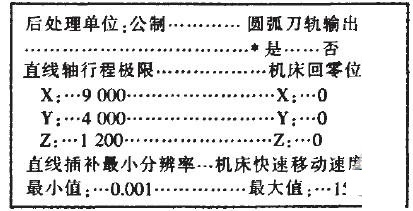
UG作为一种优秀的CAD/CAM软件,他几乎可以覆盖从设计到加工的方方面面。利用UG NXCAM加工模块产生刀轨,但是不能直接将这种未修改过的刀轨文件传送给机床进行切削工件,因为机床的类型很多,每种类型的机床都有其独特的硬件性能和要求,比如他可以有垂直或是水平的主轴,可以几轴联动等。[详情]
-

现代机械制造技术提出了许多新的和更高的要求。这对加工设备不仅提出了精度和效率的要求,而且也对其提出了通用性和灵活性的要求。[详情]
-

加工中心(英文缩写为CNC 全称为Computerized Numerical Control): 是带有刀库和自动换刀装置的一种高度自动化的多功能数控机床。[详情]
-

加工中心(Machining Center)是数控机床中典型的机电一体化高技术产品,同时又是先进制造技术不可缺少的工艺设备。[详情]
-

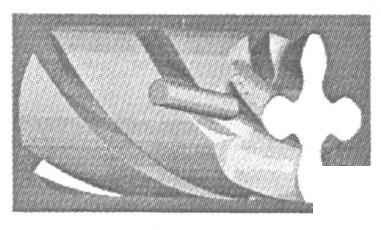
对混流式转轮铸造叶片数控加工的核心技术难点,基于多年数控加工叶片的实际经验,从铸造叶片毛坯测量、叶片铣工具设计和叶片数控编程三方面入手,逐一剖析了各步骤的加工难点及其解决方法,并提供详尽的图片方便读者理解。文中论述了关于混流式转轮铸造叶片数控加工的先进方法和理念,为叶片数控加工工艺最优化提供了指导性解决方案。 [详情]
-

机床工业向机械工业提供"工作母机”,是机械工业的基础。现代机床工业的主流产品是数控机床,它汇集了多种学科最先进的技术,具有高效率、高精度、高自动化和高柔性的特点,并正向智能化、集成化方向发展,是当代机械制造业的基础和核心。气动技术,全称气压传动与控制技术,是生产过程自动化和机械化的最有效手段之一,具有高速高效、安全长寿、低成本、易维护、防过载等优点,在工业部门的许多领域中,正得到越来越广泛的应用。 [详情]
-

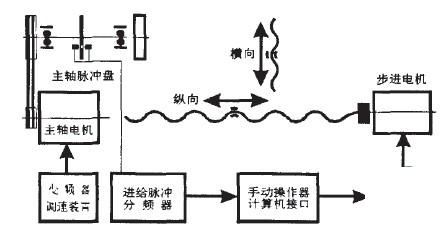
目前在线切割机中当系统发出一个进给指令,经驱动电路功率放大,驱动电机旋转一个角度,再经齿轮减速装置带动丝杠旋转,通过丝杠螺母机构转换为机床的直线位移。机床各个轴的移动速度与位移量由输进脉冲的频率与脉冲数所决定。 [详情]
-

西门子840D数控系统不同于以前曾广泛应用的810T/M和840C等数控系统,它并没有提供专门的双向螺距误差补偿功能。通过对840D系统中的下垂补偿功能的分析研究,找到了一种方法,成功地解决了进行双向螺距误差补偿的问题。 [详情]
-

为了扩展数控系统逻辑功能的可编程能力,通常在数控系统中配置PLC功能。并采用独立PLC或内置式PLC两种方式。但目前内置式PLC一般使用软件实现。有一套特有的编程与配置方法,这对使用者熟悉新功能提出了额外的要求。现场可编程逻辑器件FPGA具有很强的在线逻辑编程能力。常被应用于实现某些逻辑控制中。 [详情]
-

随着现代数控技术的发展,数控机床的普及程度得到快速提高。作为在数控制造技术应用方面的排头兵,经过20多年的快速积累,航空航天企业已从过去购买CAD/CAM软件不以为用,到现在真正把CAD/CAM技术作为不可或缺的重要技术使用,这也足以反映出其"超前技术储备战略"的必要性。假设如果没有过去决策层引进价格不菲的CAD/CAM系统,也决不会有航空航天CAD/CAM技术应用的今天。 [详情]



