-

在实际的加工中,刀具半径补偿是保证零件加工质量的重要手段,选择合适的加工刀具和补偿值,在零件精度的保证上起到事半功倍的效果。 [详情]
-
SCADA(Supervisory Control And Data Acquisition)系统,即数据采集与监视控制系统。以远程数据采集和监控为主要功能的SCADA系统和DCS、PLC一样,是工业过程自动化和信息化不可或缺的基本系统。 [详情]
-
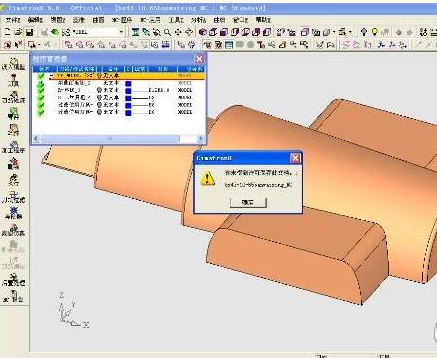
以色列Cimatron软件有限公司作为世界上著名的CAD/CAM软件供应商一直致力于为制造行业提供先进的CAD/CAM系统,不仅为用户提供功能强大的通用CAD/CAM系统,而且针对模具制造行业提供了全面的解决方案。[详情]
-
CimatronE10 的模具设计模块为客户提供全面的模具设计专家系统,极大地缩短了模具的制造周期,在全球的塑胶模具制造行业具有极高的声誉。[详情]
-
高效、高精度是数控机床切削加工永恒的目标。实现切削过程的自适应控制是保证高效、高精度加工的关键。由于切削力比其他信号,如切削功率、扭矩等,更能快速准确地反映加工过程的状态变化,且技术成熟。[详情]
-

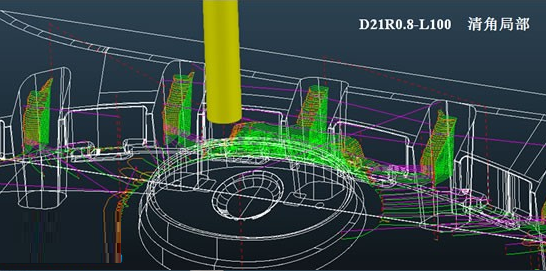
本文简略介绍了通用典型CAD\CAM平台在进行数控铣削加工编程时,其三轴刀具轨迹设计、五轴刀具矢量控制及其轨迹设计、后处理程序开发等方面的对比应用,并以实例的形式进行说明,希望能为读者利用不同的CAM软件平台进行数控编程时提供参考借鉴作用。 [详情]
-

往的油石超精机床是采用继电器进行控制的,控制部分元件较多,体积庞大,接线复杂,且可靠性不高,经常出现故障。近年来,机床行业的自动控制水平在逐步提高。现决定对油石超精机床进行改造升级,用PLC取代传统的继电器顺序控制,工作周期变短,使工作更可靠,而且编程简单,诊断方便,抗干扰能力强。 [详情]
-
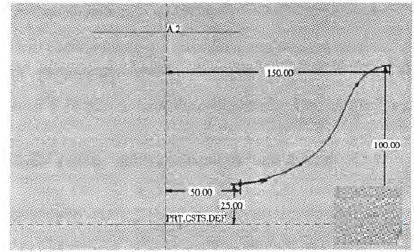
Pro/ENGINEER系统是美国参数公司(PTC公司:Parametric Technology Corporation)开发的软件,是当今世界著名的三维CAD,CAM,CAE软件系统,广泛应用用于机械、电子、航空航天、产品设计、磨具设计等各行各业。[详情]
-
刀具轨迹的设计是零件数控加工中最重要同时也是研究最为广泛深入的内容,能否生成有效的刀具轨迹直接决定了加工的可能性、质量与效率,尤其在数控加工技术飞速发展的今天,对刀具轨迹的研究与优化显得极其重要。[详情]
-
在当今制造业的轰轰烈烈表象后面,多少企业忍痛誓从"made in china ”提升到"made by china”的境界。在就有创造型文化的企业,面对更加复杂的结构、更加美观的外形设计的产品,要求每一个工程师变成孕育产品的一片沃土,成为整个PLM(产品全生命周期管理)系统里面最为关键的一员。 [详情]
-

超声波检测是目前工业中无损探伤的主要手段,利用凌华科技公司的PCI-9846数字化仪,设计了多通道的超声波检测系统,系统通过计算机进行控制,使用USB接口利用单片机统一进行调度,将反射的超声波信号经过处理后,利用数字化仪进行变换,并设计了软件系统进行数据的显示和分析。试验结果表明,该系统具有探测精度高、分析功能强、工作稳定可靠等优点,适合广泛应用于工业自动化检测领域。 [详情]
-
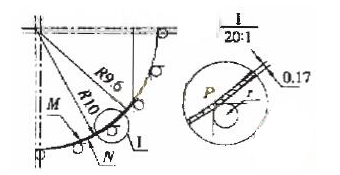
在数控车床使用过程中,为了降低被加工工件表面的粗糙度,减缓刀具磨损,提高刀具寿命,通常将车刀刀尖刃磨成圆弧形,圆弧半径一般在0.4~1.6mm之间。 [详情]
-

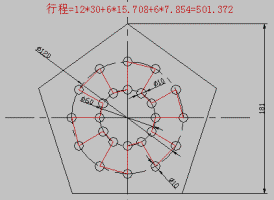
数控机床使用的回转刀架是比较简单的自动换刀装置,常用的类型有四方刀架、六角刀架,即在其上装有四把、六把或更多的刀具。 [详情]
-
-

自动检测技术作为一种快速、实时、准确采集与处理信息的高新技术,已逐渐成为国民经济信息化、增强竞争力不可缺少的技术工具和手段。 [详情]



