-
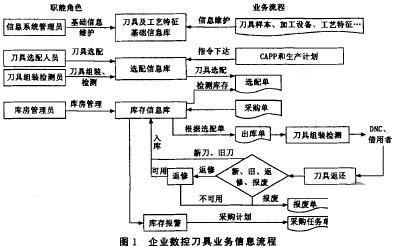
随着我国制造业现代化步伐的推进,数控机床已经成为大部分制造加工企业的主要加工设备。现代制造企业生产规模越来越大,加工设备和产品种类也越来越多,生产过程中需要采用各类标准和非标准的刀具,这些刀具的特点是规格多、品种多、数量大、精度高。[详情]
-
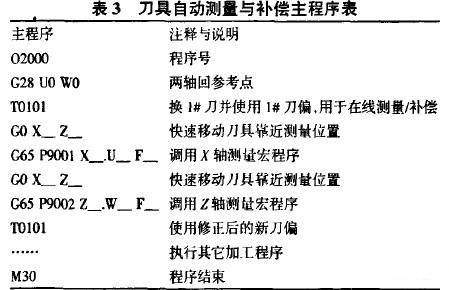
在机械加工中,刀具磨损在所难免,而刀具的磨损将使加工零件的尺寸发生变化,所以当刀具切削一定时间后,必须对刀具磨损值进行适当调整,但传统的测量与补偿操作均由人工完成。[详情]
-
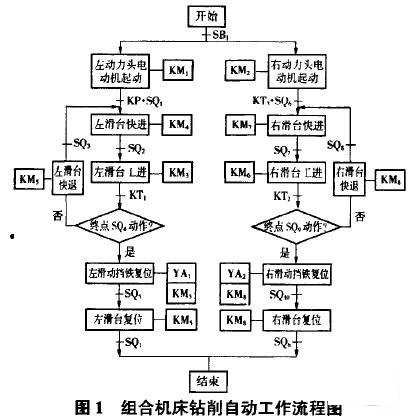
随着PLC技术在机电一体化、工业自动化控制等领域的广泛应用,用PLC取代机床传统的继电器硬接线控制已成趋势。[详情]
-
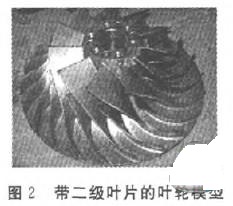
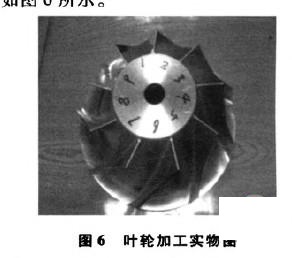
叶轮的建模可分为轮毂曲面(Hub)以及叶片曲面(Blade)两部分。叶轮类零件构成的一般形式是若干组叶片均匀分布在轮教的曲面上。[详情]
-
随着CAD/CAM技术的发展和应用,工件的建模造型从实体造型方法到曲面造型方法都为工件的加工带来了很大的方便,使工件要求的曲面流线形更加完美,从而不断满足了市场越来越高的要求。[详情]
-
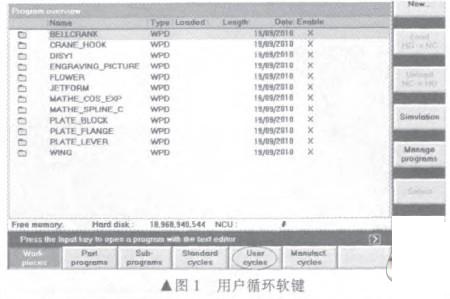
在系统编程区域的水平软键中,西门子提供了一个专用的用户循环菜单(如图1),在该菜单下的用户循环程序(变量子程序)。可不在主程序中声明而直接调用。[详情]
-
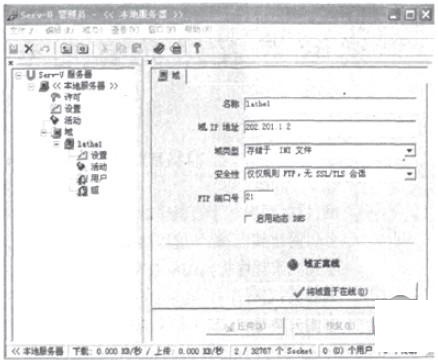
目前数控系统的网络通讯能力都很弱,传统的封闭系统只带有普通的通讯接口,目前研制开发出的基于PC的数控系统,虽然可以在硬件上配置网卡,但并未开发出相应的应用程序,不能够全面可靠地支持联网运行。[详情]
-
数控技术是运用数字化信息技术手段对机床机械的运动方式及工作状态进行控制的技术,它集合了传统的机械制造、自动控制、集散控制、网络通信、计算机监测控制等技术,具有生产效率高、加工精度高、操作高度自动化等优点.[详情]
-

1946年诞生了世界上第一台电子计算机,这表明人类创造了可增强和部分代替脑力劳动的工具。它与人类在农业、工业社会中创造的那些只是增强体力劳动的工具相比,起了质的飞跃,为人类进入信息社会奠定了基础。[详情]
-

本文基于Delcam先进制造技术和工艺,对数控编程和加工效率潜力空间,列举大量试验数据,结合公司最新专利技术和Vortex技术,以大幅提高数控加工效率的方式、方法展开论述;旨在引导数控加工领域对提高加工质量的同时,能够获得较高的效率提升;使制造型企业能够运用高效加工先进制造技术,形成知识积累。 [详情]
-

一汽轿车公司发动机厂的在线检测设备,大多是随设备和生产线在建厂初期从国外引进的。投入生产后,由于产品的扩展与市场的需求,又进行了较大的改进和扩展,故厂内的在线检测设备(下面以在线量仪与在线检测装置称之)种类和数量均具有一定的规模。 [详情]
-
随着当今时代的发展,数控技术的广泛应用。刀具半径补偿功能已在二轴联动的数控系统中实现,且广泛应用于二维轮廓加工中。[详情]
-
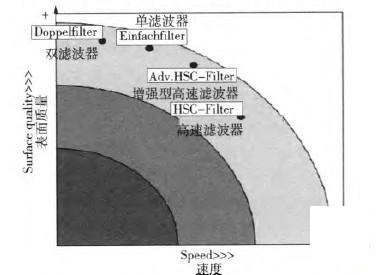
按材料切除率和加工精度,切削加工主要分为粗加工、精加工、半精加工三类,由于三类加工方法,在实际加工过程中追求的侧重点不同,对于数控系统的加工参数的要求也不同。[详情]
-
现阶段,越来越多的零件采用数控加工,但加工方法往往还是先用二维设计软件进行基于2D的平面图零件设计,然后由工艺人员/程序员直接以G代码进行NC手工编程,这种方法适用于一般简单零件的平面加工、直线加工、回转体加工及点位加工。[详情]
-
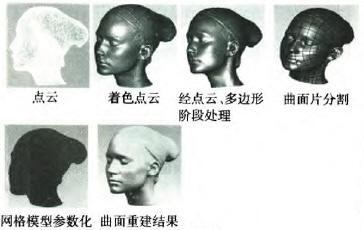
逆向工程是适应实践需要而产生的一项新的造型技术,主要用于没有工程图纸的情况下的产品制造。[详情]



