-
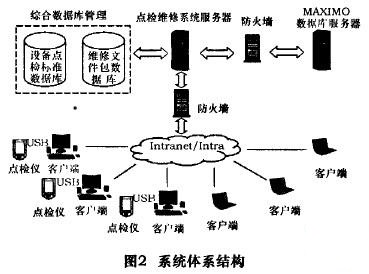
面对日益激烈的市场竞争,对于企业来说,设备维护已不再简单地仅仅属于成本范畴,而是企业获取利润的重要战略工具。[详情]
-

有很多例这样的情况,开机不久,某一伺服电动机就出现“过载”或“过电流”报警,有几例是如果不驱动伺服轴,该轴不报警,一旦仅仅做点动运行,也发生“过载”或“过电流”报警。而实际情况是电动机空载运行。[详情]
-

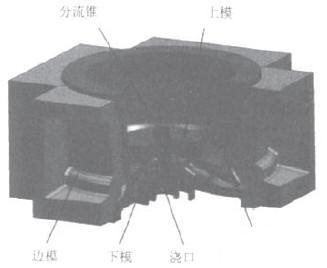
楔横轧技术是一种零件轧制成形新工艺,工作原理如图1所示,它与传统的锻造、切削工艺比较,具有生产效率高3~10倍、节材20%~40%、产品质量好等优点,广泛地应用于汽车、拖拉机、摩托车等领域批量大的轴类零件的生产。[详情]
-
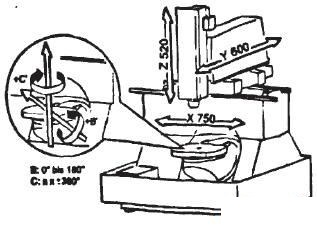
数控机床的种类很多,按照不同数控系统和加工联动轴数可以分2轴、3轴、4轴、5轴...等一系列数控机床,这些数控机床都是靠程序来进行走刀轨迹的控制,所以数控机床对操作人员的编程要求非常高。[详情]
-
在数控铣削加工中,空间曲面零件在整个数控加工行业中所占比例越来越大,曲面零件是一种很常见而又难以达到高加工精度的零件,特别是对于精度高、品种多且批量少的曲面零件加工就更加困难。[详情]
-
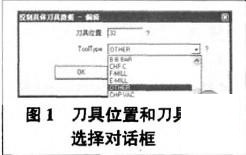
刀具测量完成后。需要将被测刀具的参数传输到数控机床。传统的方法是通过手工抄写的方式进行操作,在这个过程中存在两次手工传递,效率低臣容易出现错误,从而造成废品的出现。[详情]
-
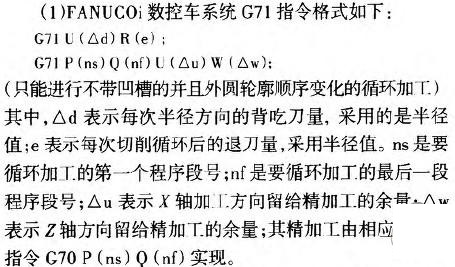
由于现在手工编制数控程序已经逐渐被各类成熟的自动编程CAD/CAM软件取代,而自动编程过程需要将刀位源文件转换成符合机床本身的数控指令代码后才能被机床识别加工,因此需要进行后置处理。[详情]
-
MasterCAM是一种基于PC平台的CAD/CAM软件。MastercAM提供了多种先进的粗加工技术,以提高零件加t的效率和质量。[详情]
-
MasterCAM是一种基于PC平台的CAD/CAM软件。MastercAM提供了多种先进的粗加工技术,以提高零件加t的效率和质量。[详情]
-
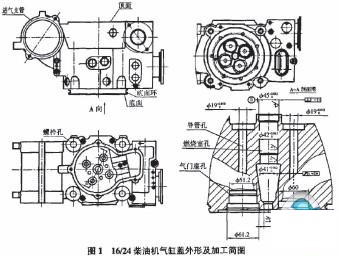
气缸盖属柴油机关键部件之一,其质量对柴油机整机性能有着重要影响。气缸盖加工的关键工序为燃烧室孔、气门座孔、导管孔的加工。[详情]
-
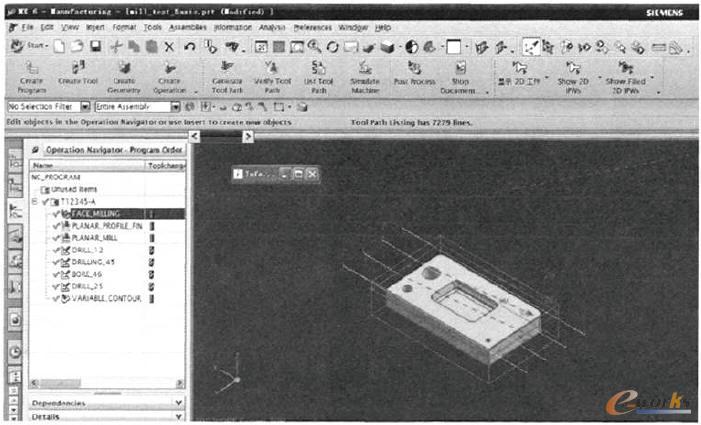
随着计算机技术的迅猛发展,现代机械加工领域越来越倚重与计算机技术密不可分的数控加工技术,而数控加工程序的编制工作也由过去的手工编程、平面工程制图软件(如AutoCAD)辅助计算采集节点数据进行人工编程,直到现在借助CAD/CAM(如UG、PROE、CATIA等)软件绘制平面草图再进行实体建模。[详情]
-
数控加工技术是机械加下现代化和军事工业发展的重要基础与关键技术,数控编程是该技术的关键环节。[详情]
-
五轴联动数控加工技术是先进制造技术的重要组成部分和基础技术之一,同时也是目前数控加工技术中难度最大的。[详情]
-
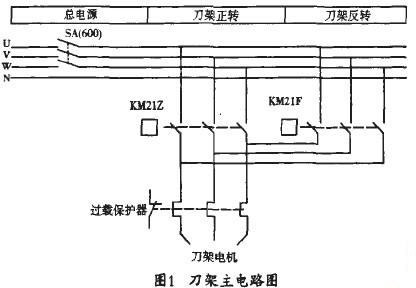
对现有的旧机床进行电气化改造,使其成为一台高效、多功能的机床,是一项投资少,见效快,盘活存量资产的有效方法,也是低成本实现自动化的有效方法,也是在短期内提高我国机床的数控化率的一条有效途径。[详情]
-
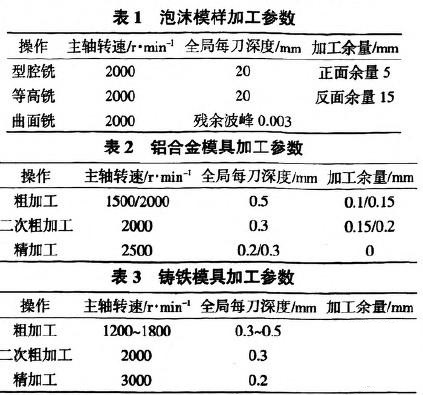
20世纪80年代以来,全球汽车市场进入了需求多样化的新阶段,汽车轮毂新产品层出不穷,轮毂模具是轮胎的重要工艺设备,对轮毂质量起着决定性作用。[详情]



