-
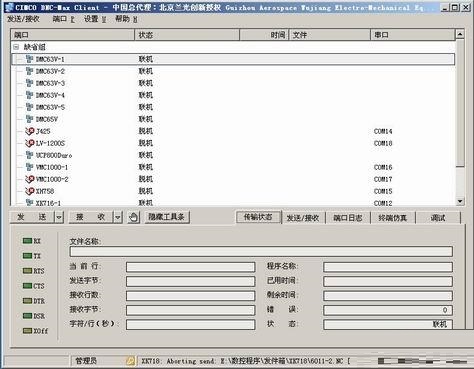
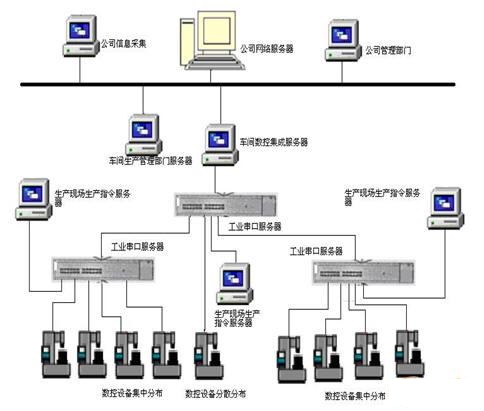
近几年,随着计算机技术、通讯技术和数控技术的发展以及制造自动化的需要,DNC技术得到越来越广泛的应用。[详情]
-

在先进的制造领域中,传统的机械制造技术、计算机技术、成组技术与现代控制技术、传感检测技术、信息处理技术、网络通讯技术、液压气动技术、光机电技术融合为一体.在集成化基础上,网络制造实现了超薄型、超小型化[详情]
-
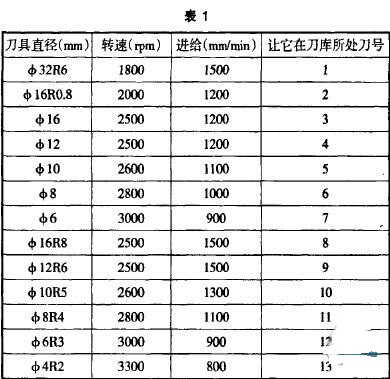
目前CNC加工中心在现代数控加工行业逐渐广泛使用。因为其带有刀库能实现自动换刀,减少人为换刀麻烦,并且可以减少工件装夹次数,所以大大提高了加工精度,提高同批零件尺寸的一致性,因此CNC加工中心越来越受到批量加工的厂家喜爱。[详情]
-
信息革命是继农业革命、工业革命之后的第三次产业革命,它正在引发人类历史上第三次历史性的飞跃。正是信息化的实际应用把人们从可见的机械应用带入到了虚拟的数字信号应用。[详情]
-
数控机床是综合应用微电子、计算机、自动控制、自动检测以及液压传动和精密机械等技术的最新成果而发展起来的完全新型的机械加工设备。[详情]
-
自动编程就是利用计算机专用软件,编制数控加工程序的过程。CAXA数控车是我国自主研发的一款集计算机辅助设计(CAD)和计算机辅助制造(CAM)于一体的数控车床专用软件。在该软件的支持下,我们可以较好地解决曲线零件的计算机辅助设计与制造问题。[详情]
-

UG/CAM系统通过参数化设计将特征造型与传统的实体和曲面造型功能结合在一起,可以从简单的2轴加工到以5轴联动方式来加工极为复杂的工件表面,并可以控制和优化数控加工过程。下面就以UG/CAM数控车编程加工为例介绍相关方面的关键技术。[详情]
-
随着塑料工业的不断发展,塑料产品在工业及生活用品中所占的比例越来越大11I,塑料模具的设计与制造过程,已成为模具设计人员关注的热点。[详情]
-

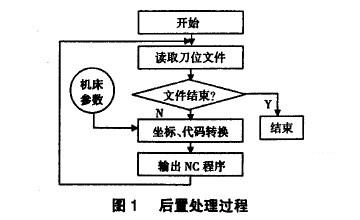
后置处理是数控加工自动编程中需要考虑的一个重要问题。将原刀位数据文件转变成指定机床能执行的数控程序的过程称为后置处理。[详情]
-
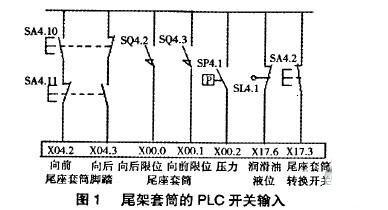
可编程序控制器(Programmable Logic Controller,简称PLC),是以微处理器为核心,综合了自动控制技术、计算机技术和通信技术,专门为工业应用环境而设计的功能强大的新型通用控制器。[详情]
-
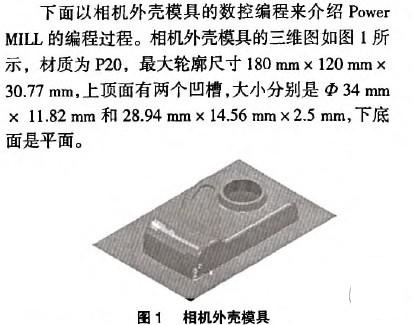
Power MILL操作完全符合数控加工工程概念,按照从左至右的工具栏图标顺序,就可完成粗加工、半精加工、精加工整个过程.[详情]
-
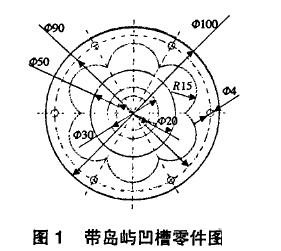
随着我国机械加工行业的不断兴起和数控加工技术的快速发展,带岛屿的凹槽零件在整个数控加工行业中所占比例越来越大。[详情]
-
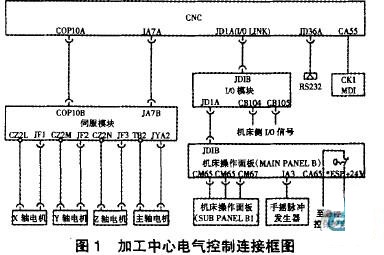
随着控制理论与自动化技术的高速发展,数控机床的使用率也在逐年增加,,因其技术的复杂性、多样性和多变性等技术特点,数控机床电气系统在使用中难免出现多种问题,本文就数控机床电气设计技巧进行了分析。[详情]
-

MasterCAM软件的二维刀具路径中的外形铣削、一般挖槽、使用岛屿深度挖槽和边界再加工挖槽,都可以完成偏心工件外形轮廓的加工。[详情]




