-
他们通过制造纳米“筛子”来说明他们的发现,这种“筛子”可以帮助将分子分解成前所未有的大小,比人的头发细一万倍。[详情]
-
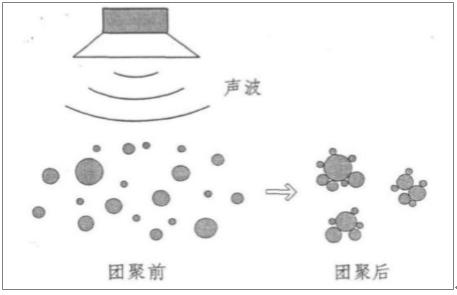
大气中超细颗粒物的检测首次有了低成本便携式利器。近日,北京大学物理学院肖云峰研究员和龚旗煌院士带领的课题组,成功制备了基于纳米光纤阵列的全光传感器,新传感器的单颗粒粒径分辨率首次达到10纳米。[详情]
-
两位滑铁卢化学家已经使制造商更容易生产一种新的更快、更便宜的半导体。 化学家们已经找到了一种同时控制沉积在表面上单壁碳纳米管取向和尺寸的方法。这意味着,相对于硅,半导体开发者可以使用碳,这将缩小器件的尺寸,提高器件的速度,同时提高电池的使用寿命。[详情]
-

智能制造、3D打印技术在航空航天领域中的研发与应用越来越多,全球领先的火箭推进系统制造商美国洛克达因(Aerojet Rocketdyne)公司、美国田纳西大学(UT)工程学院、国家橡树岭实验室(ORNL)制造演示中心(MDF)以及在3D打印航空航天用金属零部件领域领先的Atlantic Precision公司等多家知名机构联合开展了“3D打印金属零部件设计与教育培养”计划。[详情]
-

2018年2月25日,在世界移动通信大会华为公司举办的5G峰会上,中国信通院发布了全球首套5G端到端OTA性能测试系统。[详情]
-

在可预见的未来,美国陆军航空系统有可能要在反介入/区域拒止(A2AD)空域内面对拥有先进能力的对手,这些能力可以限制美军的机动自由。为了在反介入/区域拒止环境中有效作战,未来美国陆军航空系统将需要更大的航程、更强的态势感和更高的速度,以便能够进入优势阵地、存活下来并与敌方进行交战,还需要增加使用无人系统突防对抗空域。[详情]
-

2月26日,汇顶科技在MWC2018展会上宣布正式进军NB-IoT领域,同时展示了为全面屏而生的屏下光学指纹识别方案。[详情]
-

2018年1月30日,中航国际旗下大陆发动机集团获得中国民航局颁发的Cessna172 系列飞机换装大陆补充型号认可证。[详情]
-

1月25日,美国《航空周刊与空间技术》网站报道称,美空军从2014年开始,在6.4类即“高级的部件和原型化”类预算中安排了技术转化项目(预算编号PE 0604858F),当年为该项目拨款4800万美元,2018财年获批拨款增至近9.37亿美元(美空军申请8.4亿多美元,美国国会通过的《2018财年国防授权法》又增拨9500万美元,用于开展额外的高超声速、定向能和远程航空平台实验工作)。[详情]
-

太阳能光伏发电技术能与LED照明完美结合的关键在于两者同为直流电、电压低且能互相匹配。因此两者的结合不需要将太阳能电池产生的直流电转化为交流电,因此大大提高了整个照明系统的效率。 [详情]
-

首次实现国内四发螺旋桨飞机的滑流模拟技术和转速同步控制技术;提出利用飞控模拟飞行员辅助控制试飞新方法,首次成功实现缩比模型的30°转弯失速试飞,打破该专业50余年发展受限僵局,航空工业试飞中心AG600模型自由飞项目团队再次填补国内技术领域空白,部分成果已应用于C919大型客机模型自由飞试验。[详情]
-

太空探索技术公司(SpaceX)官网、美国全国广播公司网站、哥伦比亚广播公司网站7日消息称,“猎鹰重型”火箭首次发射成功,标志着人类商业太空探索的重大突破。火箭两个助推器同时完成回收,芯级火箭海上平台回收失败。但首射成功这一至关重要的动作,仍让该火箭夺下当今航天界“运载火箭之王”的桂冠。[详情]
-
丹麦LM 风能公司生产出的88.4米长的复合材料风机叶片,是迄今为止全球风机叶片制造商生产出的最长叶片,与100码美式足球场的长度相仿。88.4米叶片风机的扫风面积相当于3个足球场大小,所输出的电能可供一个小镇使用。[详情]
-
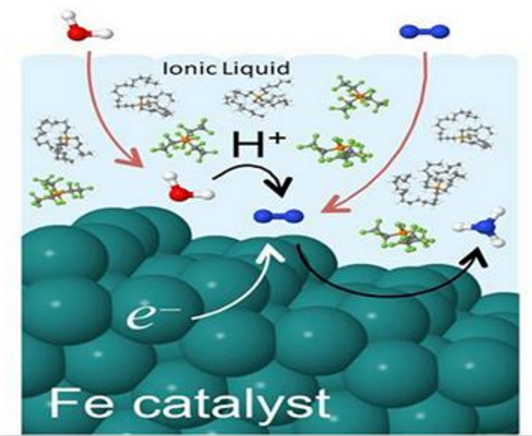
氨是世界上最重要的化学物质之一,也是肥料的主要来源。它作为一种易于运输的能源储存和可再生能源氢气的来源获得了越来越多的关注。一个多世纪以来,氨一直是由Haber–Bosch工业化合成的。但这种能源密集型需要较高的温度和压力,并产生约2%的全球二氧化碳排放。一个可持续的替代方案将解决许多问题。[详情]
-

南加州大学的科学家们已经开启了一种新的更有效的途径来转化甲烷——一种对气候变化产生影响的有效气体——直接转化为制造塑料、农药和药品的基本化学物质。[详情]



